Que sont les alliages d’acier ? Une réponse directe
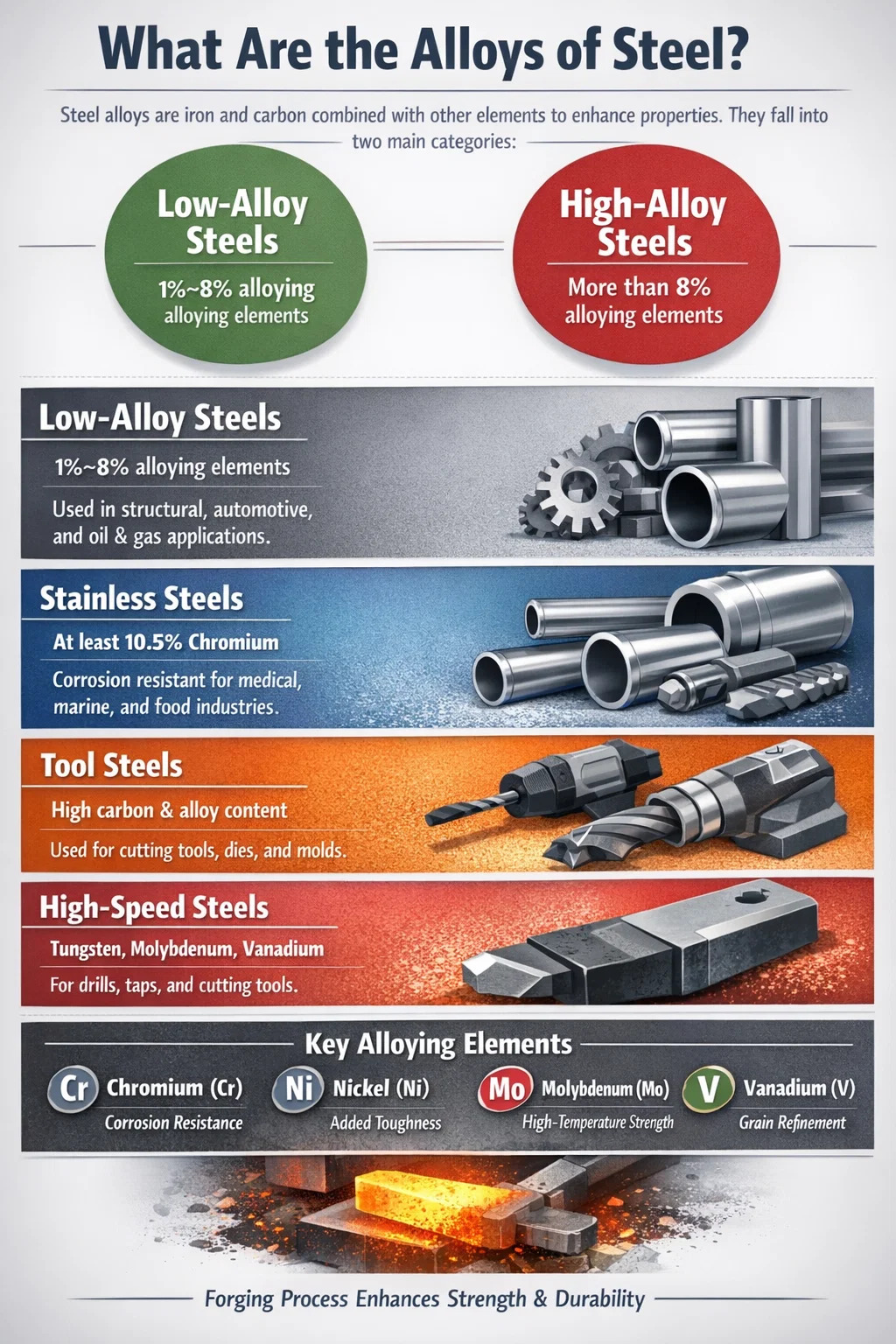
Les alliages d'acier sont créés en combinant le fer et le carbone avec un ou plusieurs éléments d'alliage supplémentaires, tels que le chrome, le nickel, le molybdène, le vanadium, le manganèse ou le tungstène, pour produire des matériaux dotés de propriétés mécaniques, thermiques ou chimiques spécifiques que l'acier au carbone ordinaire ne peut pas offrir à lui seul. La grande famille se divise en deux grandes branches : aciers faiblement alliés , qui contiennent moins de 8 % du total des éléments d'alliage, et aciers fortement alliés , qui dépassent ce seuil et comprennent les aciers inoxydables et les aciers à outils.
Au sein de cette famille, les pièces forgées en acier allié occupent une niche industrielle critique. Lorsque l'acier allié est façonné par forgeage (processus de compression du métal chauffé sous haute pression), les composants résultants présentent une structure de grain raffinée, une résistance supérieure à la fatigue et une tolérance dimensionnelle plus stricte que les pièces moulées ou les barres usinées. Les industries du pétrole et du gaz à l'aérospatiale en passant par la production d'électricité dépendent fortement des pièces forgées en acier allié pour les pièces qui doivent résister à des contraintes, des températures ou des environnements corrosifs extrêmes.
Les sections ci-dessous détaillent les principales familles d'alliages, leurs compositions, le rôle de chaque élément d'alliage et la manière dont le forgeage transforme l'acier allié brut en composants hautes performances.
Les principales catégories d’alliages d’acier
La classification des alliages d'acier suit plusieurs systèmes qui se chevauchent : par teneur totale en alliage, par élément d'alliage principal et par application finale. Le cadre le plus pratique pour les ingénieurs et les acheteurs est la combinaison du niveau de teneur en alliage et de l’identité des éléments primaires.
Aciers faiblement alliés
Ces aciers contiennent entre 1% et 8% d'éléments d'alliage totaux. Ce sont les bêtes de somme de l’ingénierie structurelle, de la fabrication d’appareils sous pression et des pièces forgées en acier allié à grande échelle. Les qualités courantes incluent AISI 4130, 4140, 4340 et 8620. Une pièce forgée de qualité 4340, par exemple, peut atteindre une résistance à la traction de 1 080 à 1 470 MPa en fonction du traitement thermique, ce qui en fait un choix incontournable pour les composants de trains d'atterrissage d'avions, les vilebrequins et les engrenages robustes.
Aciers fortement alliés
Lorsque le total des éléments d’alliage dépasse 8 %, l’acier est classé comme fortement allié. Le sous-ensemble le plus important commercialement est l'acier inoxydable, qui nécessite au moins 10,5% de chrome pour former la couche d'oxyde passive qui résiste à la corrosion. Les aciers à outils rapides, les aciers à roulements et les alliages résistants à la chaleur entrent également dans cette catégorie. Les aciers Maraging — un groupe spécialisé fortement allié contenant 18 à 25 % de nickel — atteignent une résistance ultra élevée (jusqu'à 2 400 MPa ) via un mécanisme de vieillissement martensitique plutôt qu'un traitement de trempe et revenu conventionnel.
Aciers inoxydables
L'acier inoxydable est techniquement un sous-ensemble de l'acier fortement allié, mais est presque toujours discuté séparément en raison de son ampleur et de sa diversité. Les quatre grandes familles sont les austénitiques (séries 300), les ferritiques (séries 400), les martensitiques (séries 400 et 500) et les duplex (2205, 2507). Les nuances duplex combinent des microstructures austénitiques et ferritiques et offrent environ deux fois la limite d'élasticité de la norme 316L tout en conservant une résistance à la corrosion comparable - une raison pour laquelle ils dominent les composants de canalisations et de pompes pétrolières et gazières offshore, souvent produits sous forme de pièces forgées en acier allié inoxydable.
Aciers à outils
Les aciers à outils sont des nuances à haute teneur en carbone et fortement alliées conçues pour la dureté, la résistance à l'usure et la stabilité dimensionnelle à des températures élevées. Les groupes comprennent le durcissement à l'eau (série W), le durcissement à l'huile (série O), le durcissement à l'air (série A), le type D (à haute teneur en chrome), le travail à chaud (série H) et les aciers rapides (séries M et T). Une nuance comme l'acier rapide M2 contient environ 6 % de tungstène, 5 % de molybdène, 4 % de chrome et 2 % de vanadium , ce qui lui confère une dureté rouge exceptionnelle pour les outils de coupe fonctionnant à proximité de 600°C.
Éléments d'alliage clés et leurs effets sur l'acier
Chaque élément ajouté à l'acier produit des changements spécifiques et prévisibles dans la microstructure et les propriétés. Comprendre ces effets est essentiel lors de la spécification des pièces forgées en acier allié, car les températures de forgeage, les vitesses de refroidissement et les traitements thermiques après forge doivent tous tenir compte de la chimie de l'alliage.
| Élément | Plage typique (%) | Effet primaire | Notes communes |
|---|---|---|---|
| Chrome (Cr) | 0,5 à 30 % | Résistance à la corrosion, trempabilité, résistance à l'usure | 4140, 52100, 316 |
| Nickel (Ni) | 0,5 à 36 % | Robustesse, résistance aux chocs à basse température, résistance à la corrosion | 4340, acier cryogénique 9% Ni, maraging |
| Molybdène (Mo) | 0,15 à 10 % | Résistance à haute température, résistance au fluage, résistance à la corrosion par piqûre | 4140, 316L, P91 |
| Vanadium (V) | 0,05 à 5 % | Affinement du grain, dureté, résistance à l'usure à des températures élevées | H13, M2, HSLA microallié |
| Manganèse (Mn) | 0,3 à 14 % | Trempabilité, désoxydation, écrouissage (acier Hadfield) | 1045, Hadfield, HSLA |
| Tungstène (W) | 1 à 20 % | Dureté rouge, conservation de la dureté à haute température | Acier rapide T1, T15 |
| Silicium (Si) | 0,1 à 4 % | Désoxydation, résistance à l'oxydation, résistance de l'acier à ressort | Acier à ressort 9260, acier électrique au silicium |
| Bore (B) | 0,0005 à 0,003 % | Amélioration spectaculaire de la trempabilité à des niveaux très faibles | 10B30, qualités Bore HSLA |
La trempabilité – la capacité d'un acier à être durci à une profondeur donnée – est l'un des paramètres les plus critiques pour les pièces forgées en acier allié. Une section forgée épaisse qui ne durcit pas à travers son noyau aura un intérieur mou qui limite la capacité portante. Le chrome, le molybdène et le manganèse augmentent tous considérablement la trempabilité, c'est pourquoi des qualités comme 4140 (Cr-Mo) et 4340 (Ni-Cr-Mo) sont si largement spécifiées pour les grandes pièces forgées.
Nuances d'acier allié courantes et leurs applications réelles
La sélection des qualités est rarement abstraite : elle est déterminée par des conditions d'exploitation, une géométrie et des contraintes de coûts spécifiques. Les nuances ci-dessous représentent les aciers alliés les plus importants sur le plan commercial, dont beaucoup sont couramment traités comme pièces forgées en acier allié.
AISI 4140 (Acier Chrome-Molybdène)
Peut-être l'acier faiblement allié le plus polyvalent actuellement produit, le 4140 contient environ 0,95% de chrome et 0,20% de molybdène aux côtés de 0,38 à 0,43 % de carbone. À l'état trempé et revenu, il atteint des résistances à la traction de 850 à 1 000 MPa avec une bonne résistance à la fatigue. Il est utilisé pour les arbres d'essieu, les arbres de pompe, les accouplements, les tiges de piston et les engrenages. En tant que pièces forgées en acier allié, 4 140 composants se trouvent dans tout le champ pétrolifère – dans les colliers de forage, les subs et les barres Kelly – parce que la nuance résiste à la fatigue de torsion dans les environnements de fond de trou.
AISI 4340 (Acier Nickel-Chrome-Molybdène)
L’ajout d’environ 1,65 à 2,00 % de nickel à la base Cr-Mo de 4340 améliore considérablement la ténacité et le durcissement à cœur dans les grandes sections. Cette qualité est la norme pour les pièces forgées structurelles aérospatiales, y compris les cloisons, les raccords d'ailes et les composants de train d'atterrissage. Il peut être traité thermiquement jusqu'à une résistance à la traction minimale de 1 470 MPa tout en conservant des valeurs d'impact Charpy supérieures à 20 J à –40°C. AMS 6415 et AMS 6414 sont les spécifications d'approvisionnement aérospatiales pour cette qualité, cette dernière nécessitant une refusion à l'arc sous vide (VAR) pour une propreté supérieure.
AISI 8620 (acier de carburation nickel-chrome-molybdène)
La nuance 8620 est un acier de cémentation. Son noyau à faible teneur en carbone (0,18 à 0,23 %) maintient l'intérieur résistant, tandis que la cémentation de la surface à 0,8 à 1,0 % de carbone crée un boîtier dur et résistant à l'usure. Après cémentation et trempe, la dureté de surface atteint 58-62 HRC , tandis que le noyau reste entre 25 et 35 HRC. Les engrenages, pignons et arbres à cames sont des applications classiques de forgeage en acier allié 8620 dans la fabrication automobile et d'équipement lourd.
AISI 52100 (acier pour roulements au chrome à haute teneur en carbone)
Avec environ 1,0% de carbone et 1,5% de chrome , 52100 est conçu pour résister à la fatigue par contact de roulement dans les chemins de roulement et les billes. Il atteint une dureté de surface de 60 à 64 HRC après durcissement. Ses exigences de propreté exceptionnellement strictes (faible teneur en soufre, en phosphore, en oxygène et en inclusions) signifient que le 52100 est souvent produit par refusion sous laitier électrolytique (ESR). Les bagues de roulement forgées en 52100 surpassent les barres usinées en raison de l'alignement favorable du flux de grains avec la géométrie de la bague.
P91 et P92 (aciers résistants au fluage à 9 % de chrome)
Le P91 (9Cr-1Mo-V-Nb) et le P92 (9Cr-2W-0,5Mo-V-Nb) sont des aciers au chrome-molybdène conçus pour les systèmes à vapeur dans les centrales électriques fonctionnant au-dessus de 565°C. Les pièces forgées P91 utilisées dans les corps de vannes, les coffres à vapeur et les carters de turbine doivent maintenir une stabilité microstructurale pendant toute la durée de vie de conception de 200 000 heures . Ces qualités nécessitent un traitement thermique minutieux après soudage et après forge (généralement 760 °C de normalisation et 760 °C de revenu) pour obtenir la microstructure de martensite revenue appropriée.
Acier au manganèse Hadfield (nuance 1.3401 / ASTM A128)
L'acier Hadfield contient environ 11 à 14 % de manganèse et 1,0 à 1,4 % de carbone . Sa caractéristique déterminante est l'écrouissage austénitique : sous impact ou charge de compression, la surface durcit d'environ 200 HB à plus de 550 HB tandis que la masse reste résistante. Les mâchoires des concasseurs, les passages à niveau et les dents des godets des excavatrices dépendent de cette propriété. Parce que l'acier Hadfield est difficile à forger (il durcit lors de la déformation), la plupart des gros composants Hadfield sont coulés plutôt que forgés.
Pourquoi le forgeage transforme les performances de l'acier allié
Le forgeage n’est pas seulement une opération de façonnage : c’est un processus métallurgique. Lorsque l'acier allié est chauffé jusqu'à sa plage de température de forgeage (généralement 1 050 à 1 250 °C selon la nuance) et déformé sous pression, plusieurs améliorations simultanées se produisent dans la structure interne du métal.
Raffinement des grains
La coulée produit des grains grossiers orientés de manière aléatoire avec ségrégation de dendrites. Le forgeage brise cette structure par des cycles répétés de déformation et de recristallisation. Le résultat est une structure de grains fins et équiaxes (généralement de granulométrie ASTM 5 à 8) qui résiste à l'initiation et à la propagation des fissures. Les pièces forgées en acier allié à grain fin présentent systématiquement Résistance à la fatigue 15 à 25 % plus élevée que les pièces moulées équivalentes de la même composition d’alliage.
Flux de grains contrôlé
Dans un composant forgé, les lignes d'écoulement du grain — ou « lignes de fibres » — suivent le contour de la forme de la pièce, un peu comme le grain du bois suit la forme d'une branche. Ceci est particulièrement critique pour les pièces forgées en acier allié utilisées dans les pièces rotatives telles que les vilebrequins et les ébauches d'engrenages, où la direction principale de la contrainte s'aligne avec l'écoulement des grains, maximisant ainsi la résistance et la résistance à la fatigue. Un vilebrequin en barres usinées traverse les conduites d'écoulement des grains, exposant des propriétés transversales plus faibles exactement aux endroits les plus sollicités.
Porosité et fermeture des inclusions
Les lingots coulés contiennent une porosité de retrait et des pores de gaz. Les forces de compression lors du forgeage, qui dans les grandes presses hydrauliques peuvent atteindre 50 000 à 80 000 tonnes - soudez ces pores et redistribuez les inclusions non métalliques en cordes plus fines et plus dispersées. Cette fermeture des vides internes est mesurée par le taux de réduction de forgeage : un taux de réduction de 4 : 1 est généralement le minimum requis pour assurer une fermeture adéquate de la porosité, tandis que les pièces forgées critiques en acier allié pour l'aérospatiale spécifient souvent 6 : 1 ou plus.
Amélioration des propriétés mécaniques — Quantifiée
Les données comparant l’acier allié 4340 à l’état coulé et forgé illustrent concrètement l’amélioration :
- Résistance à la traction : coulée ~ 900 MPa contre forgée ~ 1 080 MPa (trempée et revenue)
- Limite d'élasticité : coulée ~ 700 MPa contre forgée ~ 980 MPa
- Impact Charpy (longitudinal) : Coulé ~20 J vs Forgé ~60-80 J
- Limite de fatigue (flexion en rotation) : Coulée ~ 380 MPa vs. Forgée ~ 480 MPa
Ces différences expliquent pourquoi les composants critiques pour la sécurité – brides d’appareils sous pression, disques de turbine, arbres d’essieu automobile – sont presque exclusivement produits sous forme de pièces forgées en acier allié plutôt que de pièces moulées.
Types de processus de forgeage utilisés pour l'acier allié
Tous les forgeages ne sont pas identiques et le processus sélectionné affecte de manière significative la microstructure, la tolérance dimensionnelle et le coût du forgeage en acier allié fini.
Forgeage à matrice ouverte (forgeage gratuit)
La billette est comprimée entre des matrices plates ou de forme simple, sans enceinte complète. Ce procédé est utilisé pour les composants de grande taille et de faible volume : arbres jusqu'à 15 mètres de longueur , des anneaux de plusieurs mètres de diamètre et des blocs pour appareils à pression ou disques de turbine. Le forgeage à matrice ouverte permet à l'opérateur de repositionner la pièce à plusieurs reprises, obtenant ainsi des taux de réduction élevés et une excellente solidité interne. La plupart des pièces forgées en acier allié destinées à la production d'électricité (rotors de turbine, arbres de générateurs) et à l'industrie lourde sont des pièces forgées à matrice ouverte.
Forgeage à matrice fermée (matrice d'impression)
L'acier allié est confiné dans des cavités façonnées qui forcent le métal à remplir la géométrie de l'empreinte. Ce procédé est adapté aux formes de complexité moyenne en volumes élevés, telles que les bielles automobiles, les ébauches d'engrenages, les corps de vannes et les brides. Tolérances dimensionnelles de ±0,5mm ou mieux sont réalisables. Les coûts des matrices sont élevés – un jeu de matrices de forgeage pour une bielle peut coûter entre 50 000 et 200 000 dollars selon la taille et la complexité – mais les coûts par pièce diminuent fortement en fonction du volume.
Anneau roulant
Un processus de forgeage spécialisé dans lequel une préforme creuse est progressivement réduite en épaisseur de paroi et élargie en diamètre entre un rouleau entraîné et un rouleau libre. Le laminage annulaire produit des anneaux sans soudure avec un flux de grains circonférentiel continu, idéal pour les chemins de roulement, les brides, les jantes d'engrenage et les buses de récipients sous pression. Les pièces forgées en acier allié produites par laminage annulaire dans des nuances telles que 4140, 4340 et F22 (2,25Cr-1Mo) sont des composants standard dans les équipements de têtes de puits de pétrole et de gaz et les boîtes de vitesses industrielles.
Forgeage isotherme et quasi-isotherme
Pour les alliages avec des fenêtres de travail à chaud étroites, notamment les aciers à outils fortement alliés, les alliages de titane et les superalliages de nickel, les matrices sont chauffées à une température proche de la température de la pièce à usiner pour minimiser les gradients thermiques et éviter un durcissement prématuré. Ce processus produit des microstructures exceptionnellement cohérentes mais nécessite des filières chauffées (souvent à 900-1 100°C ) et des vitesses de presse plus lentes, ce qui augmente considérablement les coûts. Les pièces forgées isothermes de forme presque nette minimisent les surépaisseurs d'usinage, ce qui est précieux lorsque l'alliage lui-même est cher.
Traitement thermique de Pièces forgées en acier allié
Le forgeage définit la structure du grain ; le traitement thermique détermine la microstructure finale et les propriétés mécaniques. Pour les pièces forgées en acier allié, les trois principales séquences de traitement sont la normalisation, la trempe et le revenu (Q&T) et le recuit.
Normalisation
La pièce forgée est chauffée à 30-50°C au-dessus de la température critique supérieure (Ac3) et refroidie à l'air. Cela affine la structure des grains, soulage les contraintes résiduelles de forgeage et produit une microstructure perlitique-ferritique uniforme. Le 4140 normalisé atteint une résistance à la traction d'environ 655-860 MPa , adapté à de nombreuses applications structurelles sans traitement supplémentaire. La normalisation améliore également l'usinabilité par rapport à l'état tel que forgé.
Trempe et revenu
Q&T est le traitement standard pour les pièces forgées en acier allié nécessitant une résistance et une ténacité maximales. Le forgeage est austénitisé (généralement 840-870°C pour la plupart des qualités Cr-Mo), puis rapidement trempé dans de l'huile ou de l'eau pour former de la martensite, suivi d'un revenu à 540-650°C pour réduire la fragilité tout en conservant l'essentiel de la résistance. Une pièce forgée 4340 trempée à 540 °C atteint une résistance à la traction d'environ 1 470 MPa et une limite d'élasticité de 1 172 MPa ; le revenu à 650 °C réduit la résistance à environ 1 030 MPa mais augmente la résistance aux chocs de ~28 J à ~80 J — un compromis classique entre résistance et ténacité.
Recuit de mise en solution pour les pièces forgées en acier allié inoxydable
Les pièces forgées en acier inoxydable austénitique (304, 316, 321) nécessitent un recuit en solution à 1 040 à 1 120 °C suivi d'une trempe rapide à l'eau pour dissoudre les carbures de chrome et restaurer la pleine résistance à la corrosion. Si l’acier inoxydable austénitique est refroidi lentement dans la plage de sensibilisation (425 à 870 °C) après le forgeage, les carbures de chrome précipitent aux joints de grains, appauvrissant les zones adjacentes de chrome et les rendant vulnérables à la corrosion intergranulaire – un phénomène connu sous le nom de sensibilisation. Un recuit de solution approprié élimine ce risque.
Durcissement par précipitation (vieillissement)
Appliqué aux aciers inoxydables à durcissement par précipitation (17-4 PH, 15-5 PH) et aux aciers maraging, le vieillissement consiste à maintenir le forgeage à une température spécifique, généralement 480-620°C — pour précipiter de fins composés intermétalliques (précipités riches en cuivre dans le 17-4 PH ; Ni₃Mo, Ni₃Ti dans l'acier maraging) qui bloquent le mouvement des dislocations et augmentent la dureté et la résistance. Le 17-4 PH à l'état H900 (vieilli à 482 °C) atteint une résistance à la traction de 1 310 MPa et un rendement de 1 170 MPa, avec une bonne résistance à la corrosion, ce qui le rend populaire pour les pièces forgées en acier allié de construction aérospatiale où la réduction de poids est importante.
Normes d'inspection et de qualité pour les pièces forgées en acier allié
Étant donné que les pièces forgées en acier allié sont souvent critiques en matière de sécurité, les exigences de qualité sont strictes et généralement définies par les normes industrielles, les spécifications des clients et les codes.
Normes et spécifications pertinentes
- ASTMA105 — Pièces forgées en acier allié en acier au carbone pour composants de tuyauterie à température ambiante
- ASTMA182 — Brides et raccords de tuyaux en alliage forgé ou laminé et en acier inoxydable pour service à haute température
- ASTMA336 — Pièces forgées en acier allié pour composants sous pression et haute température
- ASTMA508 — Pièces forgées en acier allié trempé et revenu pour récipients sous pression, y compris les cuves de réacteurs nucléaires
- AMS 6415 / AMS 6414 — Spécifications de forgeage des aciers alliés aérospatiaux pour la nuance 4340
- EN 10250 — Norme européenne pour les pièces forgées en acier à matrice ouverte destinées à l'ingénierie générale
- API6A — Équipements pour têtes de puits et arbres de Noël, recouvrant des corps de vannes forgés et des tiroirs en acier allié
Méthodes de tests non destructifs
Les pièces forgées en acier allié de grande taille sont régulièrement soumises à plusieurs méthodes d'évaluation non destructives (END) :
- Tests par ultrasons (UT) — Détecte les défauts internes (porosité, inclusions, recouvrements) à l'aide d'ondes sonores haute fréquence. La sensibilité est généralement calibrée pour détecter les réflecteurs à fond plat (FBH) d'un diamètre aussi petit que 1,6 mm pour les pièces aérospatiales.
- Inspection des particules magnétiques (MPI) — Détecte les discontinuités de surface et proches de la surface dans les pièces forgées en acier allié ferromagnétique en appliquant un champ magnétique et de la poudre de fer ou des particules fluorescentes.
- Ressuage (PT) — Utilisé pour les pièces forgées en acier allié inoxydable non ferromagnétique afin de détecter les défauts de rupture de surface.
- Tests radiographiques (RT) — Examen aux rayons X ou aux rayons gamma pour les pièces forgées à géométrie complexe où l'accès UT est limité.
La vérification des propriétés mécaniques — traction, élasticité, allongement, réduction de surface, impact Charpy — est toujours exigée à partir de coupons d'essai thermoreprésentatifs. Des études de dureté à plusieurs endroits confirment l'uniformité du traitement thermique à travers la section transversale de forgeage.
Pièces forgées en acier allié dans les industries clés
La demande de pièces forgées en acier allié est largement répartie dans les industries lourdes, chacune avec des préférences distinctes en matière d'alliage en fonction de l'environnement d'exploitation.
Pétrole et Gaz
Les arbres de Noël de têtes de puits, les corps de vannes, les brides et les moyeux de connecteurs sous-marins sont produits sous forme de pièces forgées en acier allié dans des qualités telles que F22 (2,25Cr-1Mo), F91 (9Cr-1Mo) et l'acier inoxydable duplex 2205. Les composants sous-marins doivent résister à des pressions allant jusqu'à 15 000 livres par pouce carré et des températures de –29°C à 180°C tout en résistant à la fissuration sous contrainte des sulfures (SSC) induite par H₂S. NACE MR0175 / ISO 15156 spécifie les limites maximales de dureté (généralement 22 HRC maximum ) pour les pièces forgées en acier allié dans des environnements de service acides afin d'éviter les SSC.
Production d'énergie
Les rotors de turbines à vapeur, les arbres de générateurs et les corps de vannes pour les centrales au charbon, au gaz et nucléaires représentent certaines des pièces forgées en acier allié les plus grandes et les plus exigeantes fabriquées. Un seul rotor de turbine basse pression pour une turbine à vapeur de 1 000 MW peut peser 70 tonnes et nécessitent 100 heures d'examen échographique. Les nuances utilisées incluent 26NiCrMoV14-5, 30CrMoV9 et, pour les usines ultra-supercritiques, des aciers modifiés à 9-12 % de Cr (P91, P92, CB2).
Aéronautique et Défense
Le train d'atterrissage, les pistons d'actionneur, les cloisons structurelles et les supports de moteur sont produits sous forme de pièces forgées en acier allié en 4340, 300M (4340 modifié avec plus de silicium et de vanadium), Aermet 100 et 17-4 PH. 300M atteint des résistances à la traction dépassant 1 930 MPa avec une bonne ténacité à la rupture (KIC > 66 MPa√m), ce qui en fait le matériau de train d'atterrissage standard pour les avions commerciaux et militaires. Toutes les pièces forgées en acier allié pour l'aérospatiale sont soumises à des exigences complètes de traçabilité des matériaux, depuis la chaleur de fusion jusqu'à la pièce finie.
Automobile et équipement lourd
Les vilebrequins, les bielles, les arbres à cames, les fusées d'essieu, les moyeux de roue et les couronnes de différentiel sont tous produits sous forme de pièces forgées en acier allié à matrice fermée. Le marché mondial de la forge automobile a dépassé 80 milliards de dollars américains en 2023, les aciers alliés représentant le segment de volume le plus important. Les nuances HSLA microalliées (aciers au vanadium 1548, aciers au niobium) ont gagné des parts de marché car elles atteignent la résistance requise après un refroidissement contrôlé à partir de la température de forgeage sans étape Q&T distincte, ce qui réduit la consommation d'énergie et les coûts de fabrication.
Mines et construction
Les dents de godet, les marteaux de concasseur, les lèvres de pelle et les forets destinés aux applications minières utilisent des pièces forgées en acier allié dans des qualités résistantes à l'usure. L'acier allié au chrome-molybdène à teneur en carbone moyennement élevée (0,35 à 0,50 % C) traité thermiquement à 400 à 500 HB est typique des marteaux concasseurs. Les forets rotatifs utilisent des pièces forgées en acier allié de qualité 4145H ou 4145 modifiée, traitées thermiquement pour répondre aux exigences de la spécification API 7-1 pour les connexions d'outils de fond de trou.
Comment sélectionner le bon acier allié pour les composants forgés
La sélection des aciers alliés pour les pièces forgées est une décision technique à plusieurs variables. Le cadre suivant couvre les critères de sélection les plus critiques.
Étape 1 : Définir l’état de contrainte et le niveau de résistance requis
Chargement de traction, de fatigue, de torsion ou d'impact ? Un arbre rotatif est soumis à des flexions et des torsions cycliques : la résistance à la fatigue prévaut, ce qui indique des pièces forgées en acier allié propres avec un grain fin et une propreté élevée. L'enveloppe d'un récipient sous pression subit des contraintes de traction biaxiales à température élevée : la résistance au fluage et la ténacité à la rupture déterminent les qualités Cr-Mo comme F22 ou F91.
Étape 2 : Évaluer l'environnement
Le forgeage entre-t-il en contact avec des fluides corrosifs, des gaz acides, de l'eau de mer ou des gaz oxydants à température élevée ? Le service acide exige des limites de dureté et la conformité à la NACE. Les environnements marins peuvent nécessiter des pièces forgées en acier allié inoxydable duplex. Les environnements oxydants à haute température nécessitent des teneurs en chrome supérieures à 9 % pour une résistance à l'oxydation adéquate.
Étape 3 : Considérez la taille de la section et la trempabilité
Un arbre de 25 mm de diamètre peut être trempé à cœur avec un simple 4140. Un forgeage de 500 mm de diamètre nécessite une nuance avec une trempabilité beaucoup plus élevée – 4340, ou idéalement une variante renforcée au nickel – pour garantir que le noyau atteigne la dureté cible après trempe. Les tableaux de trempabilité Grossmann et les données de trempe finale Jominy pour les nuances candidates sont les principaux outils pour cette analyse.
Étape 4 : Évaluer la soudabilité
Si la pièce forgée est soudée à une tuyauterie ou à une plaque, l'équivalent carbone (CE) régit le risque de fissuration induit par l'hydrogène. La formule IIW CE = C Mn/6 (Cr Mo V)/5 (Ni Cu)/15 doit être inférieure à 0,40% pour souder sans préchauffage ; les qualités supérieures nécessitent un préchauffage, un contrôle de la température entre les passes et un traitement thermique après soudage (PWHT), ce qui ajoute des coûts et des délais.
Étape 5 : Tenir compte de l'usinabilité et du coût
Les nuances fortement alliées et à haute dureté s'usinent plus lentement et s'usent plus rapidement, ce qui augmente le coût d'usinage par pièce. 4140 machines environ 40% plus rapide que 4340 dans le même état de traitement thermique. Les aciers à outils et les nuances d'acier inoxydable fortement alliés nécessitent un outillage en carbure partout. Le coût total d’une pièce forgée en acier allié comprend la matière première, le forgeage, le traitement thermique, l’usinage et l’inspection – et la sélection de l’alliage affecte tous ces éléments.
Tendances émergentes dans les pièces forgées en acier allié
L’industrie du forgeage des aciers alliés n’est pas statique. Les développements de matériaux et les innovations de processus continuent d’élargir ce qui est réalisable.
Les aciers HSLA microalliés remplacent les nuances Q&T
Les nuances HSLA (haute résistance) faiblement alliées contenant de petites additions de vanadium (0,06 à 0,12 %), de niobium (0,03 à 0,06 %) ou de titane atteignent des limites d'élasticité de 550 à 700 MPa directement après un refroidissement contrôlé de la température de forgeage, éliminant ainsi le cycle de trempe et de revenu séparé. Cela permet d'économiser de l'énergie, de réduire le risque de distorsion et de raccourcir les délais de livraison. L'adoption a été rapide dans le domaine des bielles automobiles et des poutres d'essieux de camions.
Propreté et métallurgie sous vide
Les demandes de résistance à la fatigue plus élevée dans les applications aérospatiales et énergétiques poussent les producteurs de pièces forgées en acier allié vers la fusion par induction sous vide (VIM), suivie de la refusion à l'arc sous vide (VAR) ou de la refusion sous laitier électrolytique (ESR). L'acier allié à double fusion VIM VAR atteint une teneur en oxygène inférieure à 10 ppm et du soufre en dessous de 5 ppm, contre 20 à 30 ppm d'oxygène dans un four à arc électrique standard plus une production de raffinage en poche. La réduction des inclusions non métalliques se traduit directement par une amélioration de la durée de vie en fatigue cyclique élevée, parfois d'un facteur 2 à 3 fois.
Développement de pièces forgées basé sur la simulation
La modélisation par éléments finis (FEM) des processus de forgeage à l'aide de logiciels tels que DEFORM, FORGE ou Simufact permet désormais aux ingénieurs en forge de prédire le flux de métal, la répartition des contraintes, l'évolution de la température et le remplissage des matrices avant tout essai physique. Cela réduit le nombre d'essais de forgeage requis pour les nouvelles conceptions de pièces forgées en acier allié de 5 à 10 itérations à 1 à 2 dans de nombreux cas, réduisant ainsi considérablement les coûts de développement et les délais de commercialisation.
Pratiques de forgeage durables
La fabrication d’acier au four à arc électrique (EAF) à partir de ferraille domine déjà la production d’acier allié. La prochaine vague consiste à remplacer le chauffage par combustion au gaz naturel par un chauffage par induction ou des fours à résistance électrique pour le chauffage des billettes, réduisant ainsi les émissions de CO₂ de niveau 1 de l'usine de forgeage. Plusieurs sociétés de forge européennes se sont engagées à objectifs de neutralité carbone d’ici 2040 , avec l’électrification du chauffage comme premier levier. Dans le même temps, le forgeage de forme presque nette – minimisant les matériaux retirés lors de l'usinage – réduit le gaspillage de matériaux, ce qui est important compte tenu du coût des aciers alliés spéciaux.