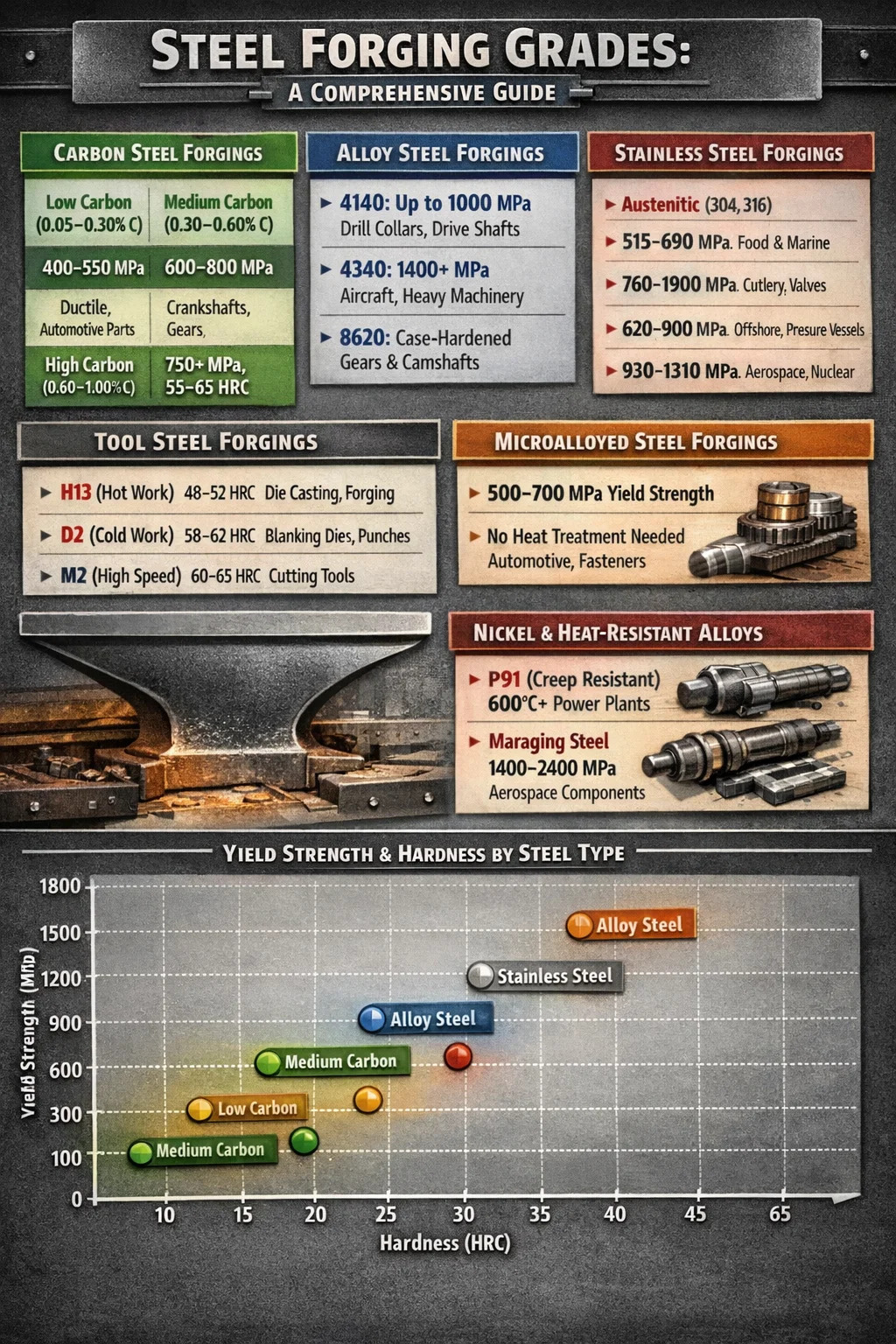
Forgeage de l'acier est l’un des procédés de travail des métaux les plus anciens et les plus fiables du secteur manufacturier. La réponse courte aux types d’acier forgé existants : acier au carbone, acier allié, acier inoxydable, acier à outils et acier microallié sont les cinq principales catégories utilisées dans le forgeage industriel de l’acier. Chaque type répond à des exigences mécaniques et environnementales distinctes, et choisir le mauvais peut entraîner une défaillance prématurée, des risques pour la sécurité ou des dépassements de coûts inutiles.
Cette répartition couvre chaque catégorie en profondeur : ce qui les différencie, les domaines dans lesquels ils fonctionnent le mieux et à quoi ressemblent réellement les chiffres lorsque vous comparez la limite d'élasticité, la dureté et la plage d'application.
Pièces forgées en acier au carbone : le cheval de bataille de l'industrie
L’acier au carbone représente la majorité de toute la production d’acier forgé dans le monde. Il est classé en trois sous-groupes en fonction de la teneur en carbone, et ce pourcentage de carbone a un effet direct et mesurable sur la résistance, la dureté et la ductilité.
Acier à faible teneur en carbone (0,05 % – 0,30 % C)
Les pièces forgées en acier à faible teneur en carbone sont très ductiles et faciles à former. La résistance à la traction varie généralement de 400 à 550 MPa. Ces pièces forgées sont couramment utilisées pour les composants structurels, les pièces de carrosserie automobile et les boulons à usage général. Ils ne répondent pas bien au traitement thermique de durcissement mais sont facilement soudés et usinés.
Acier au carbone moyen (0,30 % – 0,60 % C)
Il s'agit de la gamme la plus largement forgée. Les qualités de carbone moyen telles que l'AISI 1040 et l'AISI 1045 offrent un bon équilibre entre résistance et ténacité. Le traitement thermique peut pousser la limite d'élasticité au-dessus de 600 MPa. Les applications incluent les vilebrequins, les bielles, les essieux, les engrenages et les composants ferroviaires. L'AISI 1045 est sans doute la nuance de pièces forgées en acier au carbone moyen la plus couramment spécifiée dans l'ingénierie mécanique générale.
Acier à haute teneur en carbone (0,60 % – 1,00 % C)
Les pièces forgées à haute teneur en carbone offrent une dureté et une résistance à l'usure supérieures, mais sont plus fragiles et difficiles à travailler. Ils sont utilisés pour les ressorts, les outils de coupe, les câbles métalliques et les aciers pour rails. Les valeurs de dureté atteignent régulièrement 55 à 65 HRC après un traitement thermique approprié, ce qui les rend impropres aux applications à fort impact sans une conception minutieuse.
Pièces forgées en acier allié : performances améliorées grâce à la chimie
Les pièces forgées en acier allié contiennent des ajouts délibérés de chrome, de molybdène, de nickel, de vanadium ou de manganèse au-delà des quantités trouvées dans l'acier au carbone. Ces ajouts modifient la trempabilité, la ténacité à températures élevées et la résistance à la fatigue et à la corrosion. La teneur totale en éléments d'alliage est généralement comprise entre 1 % et 5 %.
Les qualités de forgeage d'acier allié les plus couramment rencontrées comprennent :
- 4140 (acier Cr-Mo) : Résistance à la traction jusqu'à 1000 MPa à l'état trempé et revenu. Utilisé dans les colliers de forage pétroliers et gaziers, les composants de défense et les arbres de transmission automobiles.
- 4340 (acier Ni-Cr-Mo) : L'un des aciers alliés les plus résistants d'usage courant, avec des résistances à la traction supérieures à 1 400 MPa pouvant être obtenues grâce à un traitement thermique. Présent dans les trains d’atterrissage des avions, les vilebrequins robustes et les arbres d’essieu hautes performances.
- 8620 : Une nuance de cémentation populaire pour les engrenages et les arbres à cames où un noyau résistant et une surface dure sont simultanément nécessaires.
- EN36 et EN24 : Courant dans les spécifications britanniques/européennes pour les pièces forgées d'ingénierie lourde telles que les arbres de turbine et les composants de centrales nucléaires.
L'avantage du forgeage de l'acier allié par rapport à l'acier au carbone est la profondeur de trempabilité. Une barre 4140 de 100 mm de diamètre peut être trempée jusqu'à obtenir une microstructure uniforme, alors qu'un acier au carbone ordinaire du même diamètre présenterait une baisse de dureté marquée de la surface au noyau.
Pièces forgées en acier inoxydable : résistance à la corrosion sous charge mécanique
Les pièces forgées en acier inoxydable contiennent au moins 10,5 % de chrome en poids, ce qui forme une couche d'oxyde passive qui résiste à l'oxydation et à la corrosion. Le processus de forgeage affine la structure des grains de l'acier inoxydable d'une manière que le moulage ne peut pas reproduire, produisant des composants dotés d'une résistance à la fatigue et aux chocs supérieures.
Les principales familles utilisées en forgeage des aciers inoxydables sont :
| Famille | Notes communes | Résistance à la traction typique | Application clé |
|---|---|---|---|
| Austénitique | 304, 316, 321 | 515-690 MPa | Transformation chimique, équipement alimentaire, marine |
| Martensitique | 410, 420, 440C | 760 à 1 900 MPa | Couverts, valves, arbres de pompe, outils chirurgicaux |
| Duplex | 2205, 2507 | 620 à 900 MPa | Pétrole offshore, dessalement, appareils à pression |
| Durci par les précipitations | 17-4 PH, 15-5 PH | 930-1 310 MPa | Vannes aérospatiales, nucléaires, hautes performances |
Le forgeage de l'acier inoxydable 316L est particulièrement dominant dans le secteur pharmaceutique et alimentaire, car sa faible teneur en carbone minimise le risque de sensibilisation lors du soudage et l'ajout de molybdène (2 à 3 %) améliore considérablement la résistance aux piqûres dans les environnements chlorés. La nuance duplex 2205 offre environ deux fois la limite d'élasticité du 316L, à environ 450 MPa minimum, ce qui permet des conceptions de parois plus fines et un poids réduit des composants sans compromettre la durée de vie.
Pièces forgées en acier à outils : dureté extrême pour les applications de formage et de découpe
Les aciers à outils sont spécialement conçus pour conserver leur dureté et leur forme sous des contraintes mécaniques, une abrasion et une chaleur extrêmes. Lorsqu'ils sont produits par le processus de forgeage, les aciers à outils développent une structure de grain raffinée et uniforme qui dépasse largement les alternatives coulées ou laminées dans les applications d'outillage exigeantes.
Les pièces forgées en acier à outils sont regroupées selon le système de classification AISI :
- Série H (acier à outils pour travail à chaud) : Les qualités comme H13 et H11 sont formulées pour résister au ramollissement à des températures supérieures à 500°C. H13 est la norme mondiale pour les matrices de moulage sous pression, les outils d'extrusion et les matrices de forgeage à chaud elles-mêmes. Il atteint 48 à 52 HRC après traitement thermique tout en conservant une ténacité adéquate pour survivre à des cycles thermiques répétés.
- Série D (travail à froid, haute teneur en chrome) : Le D2 contient environ 12 % de chrome et 1,5 % de carbone, ce qui lui confère une résistance exceptionnelle à l'usure à température ambiante. Il est utilisé pour les matrices de découpe, les outils de formage et les poinçons où la précision dimensionnelle sur des séries de production très élevées est essentielle.
- Série M (acier rapide) : M2 et M42 conservent leur tranchant à des températures où les outils en acier au carbone auraient perdu toute dureté. La combinaison de tungstène, de molybdène et de cobalt confère au M42 un avantage de dureté à chaud qui le rend irremplaçable dans les forets, tarauds, fraises et broches.
- Série P (acier moulé) : Conçu pour les moules d’injection plastique, le P20 est l’un des aciers forgés pour moules les plus utilisés. Il est généralement fourni à l'état pré-durci à 28-34 HRC, éliminant ainsi le besoin de traitement thermique après l'usinage.
Le forgeage des aciers à outils nécessite un contrôle précis de la température. Le H13, par exemple, doit être forgé entre 1010°C et 1150°C et doit être refroidi lentement après forgeage pour éviter les fissures. Une mauvaise pratique de forgeage introduit des contraintes résiduelles et des réseaux de carbure grossiers qui réduisent considérablement la ténacité.
Pièces forgées en acier microallié : efficacité de forme quasi nette sans traitement thermique
Les aciers microalliés – également appelés aciers HSLA (High Strength Low Alloy) dans les contextes de forgeage – représentent une solution d'ingénierie moderne qui combine la formabilité de l'acier au carbone avec des niveaux de résistance qui nécessitaient auparavant un acier allié et un traitement thermique après forge. Les principaux ajouts sont le vanadium (0,05 à 0,15 %), le niobium (0,02 à 0,05 %) et le titane, en très petites quantités qui précipitent sous forme de fins carbures et nitrures lors d'un refroidissement contrôlé.
Le principal avantage commercial est que les pièces forgées en acier microallié peuvent atteindre des limites d’élasticité de 500 à 700 MPa sans trempe ni revenu, ce qui élimine une étape importante en termes de coût et de temps dans le cycle de production. C'est précisément pour cette raison que les constructeurs automobiles ont largement adopté des nuances microalliées pour les bielles, les vilebrequins et les fusées d'essieu.
Les nuances de forgeage microalliées courantes incluent 38MnVS6, 46MnVS3 et SAE 1548V. Ces nuances sont conçues de manière à ce que l'opération de forgeage et le refroidissement contrôlé à l'air qui s'ensuit atteignent les propriétés mécaniques finales au cours d'un seul cycle thermique, remplaçant ainsi deux opérations de four distinctes. Dans le domaine du forgeage automobile en grand volume, cela se traduit par des économies d'énergie allant jusqu'à 30 % par pièce par rapport aux méthodes de trempe et de revenu.
Une limitation est que les aciers microalliés ont des fenêtres de traitement plus étroites que les aciers alliés conventionnels. La température de finition du forgeage doit être soigneusement contrôlée – généralement entre 900 °C et 1 050 °C – pour garantir un durcissement par précipitation approprié pendant le refroidissement. Tout écart par rapport à la microstructure cible entraîne des propriétés mécaniques imprévisibles et un rejet potentiel de séries entières de forgeage.
Pièces forgées en acier à base de nickel et résistantes à la chaleur pour les environnements extrêmes
Au-delà des classifications standards, il existe une catégorie spécialisée de pièces forgées en acier résistant à la chaleur et au nickel pour les applications où les températures de fonctionnement dépassent ce que les aciers alliés conventionnels peuvent tolérer. Il s'agit notamment de nuances résistantes au fluage pour les disques de production d'électricité et de turbines aérospatiales, ainsi que d'aciers maraging pour les applications structurelles à ultra haute résistance.
Pièces forgées en acier résistant au fluage
Les qualités telles que P91 (9Cr-1Mo-V) et P92 sont largement utilisées dans les collecteurs de vapeur forgés, les corps de vannes et les carters de turbine dans les centrales électriques au charbon et au gaz fonctionnant à des températures supérieures à 600°C. Les pièces forgées P91 sont conçues pour résister au fluage (la déformation lente et dépendante du temps sous une charge soutenue à haute température) avec une durée de vie minimale de rupture par fluage de 100 000 heures dans des conditions de fonctionnement. Leur teneur en chrome offre également une résistance à l’oxydation que l’acier au carbone ordinaire ne peut égaler au-dessus de 450°C.
Aciers Maraging
Les aciers Maraging contiennent 18 % de nickel et une très faible teneur en carbone, d'où leur extrême résistance — des limites d'élasticité de 1 400 à plus de 2 400 MPa sont réalisables — de la précipitation de composés intermétalliques lors du traitement thermique de vieillissement. Les composants forgés en acier maraging sont utilisés dans les carters de moteurs de fusées aérospatiales, les dispositifs d'arrêt d'avions et les outils à ultra haute résistance. Malgré leur résistance, ils restent raisonnablement résistants et peuvent être usinés avant vieillissement tout en étant encore relativement mous.
Comment le processus de forgeage de l'acier affecte les propriétés des matériaux par type d'acier
Le processus de forgeage lui-même – qu’il s’agisse d’une filière ouverte, d’une filière fermée, d’un laminage annulaire ou d’un forgeage isotherme – interagit différemment avec chaque type d’acier. Comprendre ces interactions permet d’expliquer pourquoi la sélection des matériaux et la sélection des processus ne peuvent pas être séparées.
Dans le forgeage de l'acier en matrice fermée, des forces de déformation élevées sont appliquées à une billette confinée, produisant des pièces de forme presque nette avec un flux de grains continu qui suit la géométrie du composant. Ce flux de grains est responsable de l’avantage de résistance à la fatigue et aux chocs que les pièces forgées possèdent par rapport aux barres usinées ou aux pièces moulées. Une bielle usinée à partir de barres interrompt le flux de grains sur chaque surface usinée ; une bielle forgée maintient la continuité ininterrompue du grain d'un bout à l'autre.
La plage de température de forgeage varie considérablement selon les types d'acier :
- Aciers au carbone et faiblement alliés : généralement 1 100 °C – 1 250 °C pour le forgeage à chaud
- Aciers inoxydables (austénitiques) : 1100°C – 1200°C, avec refroidissement plus lent pour éviter la sensibilisation
- Aciers à outils : 1010°C – 1150°C avec refroidissement lent obligatoire au four ou en milieu isolant
- Aciers maraging : 1 100 °C – 1 200 °C, vieillis après forgeage à 480 °C pendant 3 à 6 heures
- Acier inoxydable duplex : 1 100 °C – 1 180 °C, suivi d'une trempe à l'eau pour maintenir l'équilibre des phases
Le forgeage à chaud – effectué entre 650 °C et 950 °C environ – gagne du terrain pour les aciers à carbone moyen et les nuances microalliées où des tolérances dimensionnelles plus strictes sont requises que celles que le forgeage à chaud peut atteindre, sans les exigences sévères de force de presse du forgeage à froid. Le forgeage à froid de l'acier, généralement réservé aux nuances à faible teneur en carbone, permet d'obtenir la meilleure finition de surface et la meilleure précision dimensionnelle, mais nécessite des pressions de forgeage nettement plus élevées.
Sélection de la bonne nuance d'acier forgé : un cadre pratique
La sélection de la nuance d'acier de forgeage appropriée nécessite d'équilibrer plusieurs facteurs concurrents. Aucun grade n’optimise simultanément toutes les propriétés. Le cadre suivant capture les variables de décision les plus pertinentes pour les applications industrielles :
- Exigences mécaniques : Définissez la limite d'élasticité minimale, la dureté, l'énergie d'impact (valeurs Charpy) et la durée de vie en fatigue. Cela réduit immédiatement la catégorie : si vous avez besoin d'une limite d'élasticité de 1 200 MPa, l'acier au carbone est éliminé ; si 400 MPa sont suffisants, l'acier allié représente un coût inutile.
- Exposition environnementale : Les environnements chlorés éliminent la plupart des aciers au carbone et faiblement alliés à moins qu'ils ne soient revêtus. Une température de fonctionnement élevée exclut l'acier au carbone au-dessus d'environ 400 °C et exige des nuances de chrome résistantes au fluage.
- Taille de la section et trempabilité : Les pièces forgées de grande section (au-dessus de 100 mm de diamètre) en service critique nécessitent des nuances d'acier allié avec une trempabilité suffisante pour obtenir des propriétés uniformes dans toute la section. L'acier au carbone aura un boîtier dur et un noyau souple en sections épaisses.
- Usinabilité et traitement en aval : Si un usinage approfondi suit le forgeage, les nuances additionnées de soufre pour leurs propriétés d'usinage libre réduisent le temps de cycle, mais au prix d'un certain sacrifice en termes de ténacité transversale.
- Volume et coût : Pour des volumes de production très élevés, les nuances microalliées qui éliminent le traitement thermique après forge offrent des réductions de coûts significatives. Pour les pièces spécialisées en petits lots, le coût du traitement thermique représente une fraction inférieure du coût total de la pièce, de sorte que les nuances d'alliage hautes performances sont plus réalisables.
Dans la pratique, la plupart des ingénieurs suivent les codes de conception applicables tels que ASME, EN 10250 ou ASTM A668 qui spécifient les matériaux autorisés pour des catégories de services spécifiques. Ces codes limitent la sélection à une courte liste de nuances d'acier forgé qualifiées qui ont été validées pour les conditions de service pertinentes grâce à des décennies d'expérience sur le terrain et des tests standardisés.
Utilisation de qualités de forgeage d'acier spécifiques à l'industrie
Différents secteurs ont convergé vers des matériaux de forgeage en acier préférés sur la base de décennies de données de performance et d'exigences réglementaires. Comprendre ces normes industrielles constitue un point de départ pratique pour le travail de spécification.
Acier de forgeage automobile
Le secteur automobile consomme le plus grand volume de pièces forgées en acier au monde. Les vilebrequins des voitures particulières sont principalement forgés à partir d’aciers microalliés à teneur moyenne en carbone (38MnVS6) ou d’acier de trempe et revenu 1045. Les vilebrequins des poids lourds utilisent des aciers alliés nickel-chrome-molybdène 4340 ou similaires pour leurs performances de fatigue supérieures à des rendements spécifiques plus élevés. Les bielles ont considérablement évolué vers des conceptions à rupture de fracture utilisant de l'acier à haute teneur en carbone C70S6, ce qui permet au capuchon d'être cassé après forgeage, puis remonté avec une précision extraordinaire - éliminant les opérations d'usinage et réduisant le coût de production des bielles d'environ 15 à 20 % par rapport au fraisage et au broyage traditionnels.
Pièces forgées en acier pour le pétrole et le gaz
Les environnements de service acides, où le sulfure d'hydrogène est présent, imposent des exigences particulièrement strictes à l'acier forgé. La norme NACE MR0175/ISO 15156 régit la sélection des matériaux pour le service acide et limite la dureté à 22 HRC maximum pour la plupart des aciers au carbone et faiblement alliés afin d'éviter la fissuration sous contrainte de sulfure. F22 (2,25Cr-1Mo) et F5 (5Cr-0,5Mo) sont des nuances d'alliage standard pour le forgeage des corps de vannes et des brides dans les applications de têtes de puits et de pipelines à haute température et haute pression.
Pièces forgées en acier pour l'aérospatiale
Les composants du train d’atterrissage font partie des pièces forgées en acier les plus exigeantes sur le plan structurel. L'acier 300M (un 4340 modifié avec des ajouts de silicium et de vanadium) est le matériau prédominant pour le train d'atterrissage, atteignant une résistance à la traction de 1 930 MPa ou plus. L'AerMet 100 et d'autres aciers à ultra-haute résistance poussent la résistance à la traction au-dessus de 1965 MPa tout en améliorant la ténacité à la rupture par rapport aux nuances à haute résistance précédentes. Chaque pièce forgéee dans le secteur aérospatial est soumise à des tests 100 % par ultrasons et souvent à une inspection par particules magnétiques, avec une traçabilité de la chaleur de fusion et du lot de forgeage requis.
Production d'électricité et pièces forgées nucléaires
Les pièces forgées de rotors de turbine de grande taille pèsent entre 5 et 200 tonnes et sont produites à partir d'aciers faiblement alliés tels que le 26NiCrMoV11-5 ou le 30CrMoNiV5-11. Ces pièces forgées nécessitent des niveaux de soufre et de phosphore étroitement contrôlés (généralement inférieurs à 0,005 % chacun) pour garantir une résistance élevée aux chocs à la température de fonctionnement de la turbine. Les pièces forgées des cuves sous pression des réacteurs nucléaires utilisent le grade 3 A508 (équivalent au 20MnMoNi4-5 dans les normes européennes), un grade avec un long historique de validation réglementaire et une documentation approfondie sur la Charpy et la ténacité requise par les codes de sécurité nucléaire.
Normes de qualité et tests pour les pièces forgées en acier
Quelle que soit la qualité de l'acier forgé, l'assurance qualité suit un modèle cohérent régi par les normes internationales. Les normes les plus référencées pour les pièces forgées en acier comprennent l'ASTM A668 (pièces forgées en acier allié général), l'ASTM A182 (brides et raccords en acier allié), l'EN 10250 (pièces forgées en acier à matrice ouverte pour l'ingénierie générale) et l'API 6A (équipements pour têtes de puits et arbres de Noël).
Les contrôles de qualité standard pour les composants en acier forgé comprennent :
- Essais mécaniques : Traction, élasticité, allongement, réduction de surface et impact Charpy (à des températures spécifiées jusqu'à -196°C dans certaines applications cryogéniques)
- Vérification de la dureté : Dureté Brinell (HBW) vérifiée sur des sections transversales représentatives, et parfois des traversées de dureté pour confirmer le durcissement à coeur
- Tests par ultrasons (UT) : Inspection volumétrique à 100 % des défauts souterrains, avec des critères d'acceptation référencés à des tailles de trous équivalentes à fond plat allant généralement de FBH 2 mm à FBH 6 mm selon les spécifications
- Vérification de la composition chimique : Analyse des poches et des produits pour confirmer la conformité de la qualité, souvent avec des limites d'éléments résiduels plus strictes que celles exigées par la norme de base.
- Examen macro et micro : Gravure en coupe transversale pour révéler l'écoulement des grains, la ségrégation et la solidité interne ; examen métallographique pour la confirmation de la taille des grains et de la microstructure
Les pièces forgées qui échouent aux tests par ultrasons après le traitement thermique doivent être mises au rebut ou retraitées – il n’existe aucune option de réparation pour les défauts internes d’une pièce forgée solide. Cela rend la sélection de billettes d'acier propres et dégazées sous vide et un contrôle minutieux du processus pendant le forgeage, essentiels pour obtenir des rendements acceptables, en particulier dans les pièces forgées en acier allié de grande taille pour les applications énergétiques et de défense.