Qu'est-ce que le forgeage de l'acier et comment fonctionne le processus
Forgeage de l'acier est un processus de fabrication dans lequel des billettes ou des barres d'acier solides sont façonnées sous force de compression - à l'aide de marteaux, de presses ou de matrices - pour produire des pièces dotées de propriétés mécaniques supérieures à celles des alternatives coulées ou usinées. Le résultat est une structure de grain qui suit les contours de la pièce, offrant des résistances à la traction généralement 20 à 40 % supérieures à celles des composants équivalents en acier moulé. Si vous avez besoin de pièces résistantes à la fatigue, aux chocs ou aux charges cycliques (bielles, vilebrequins, brides, engrenages), le forgeage est généralement la voie la plus fiable pour y parvenir.
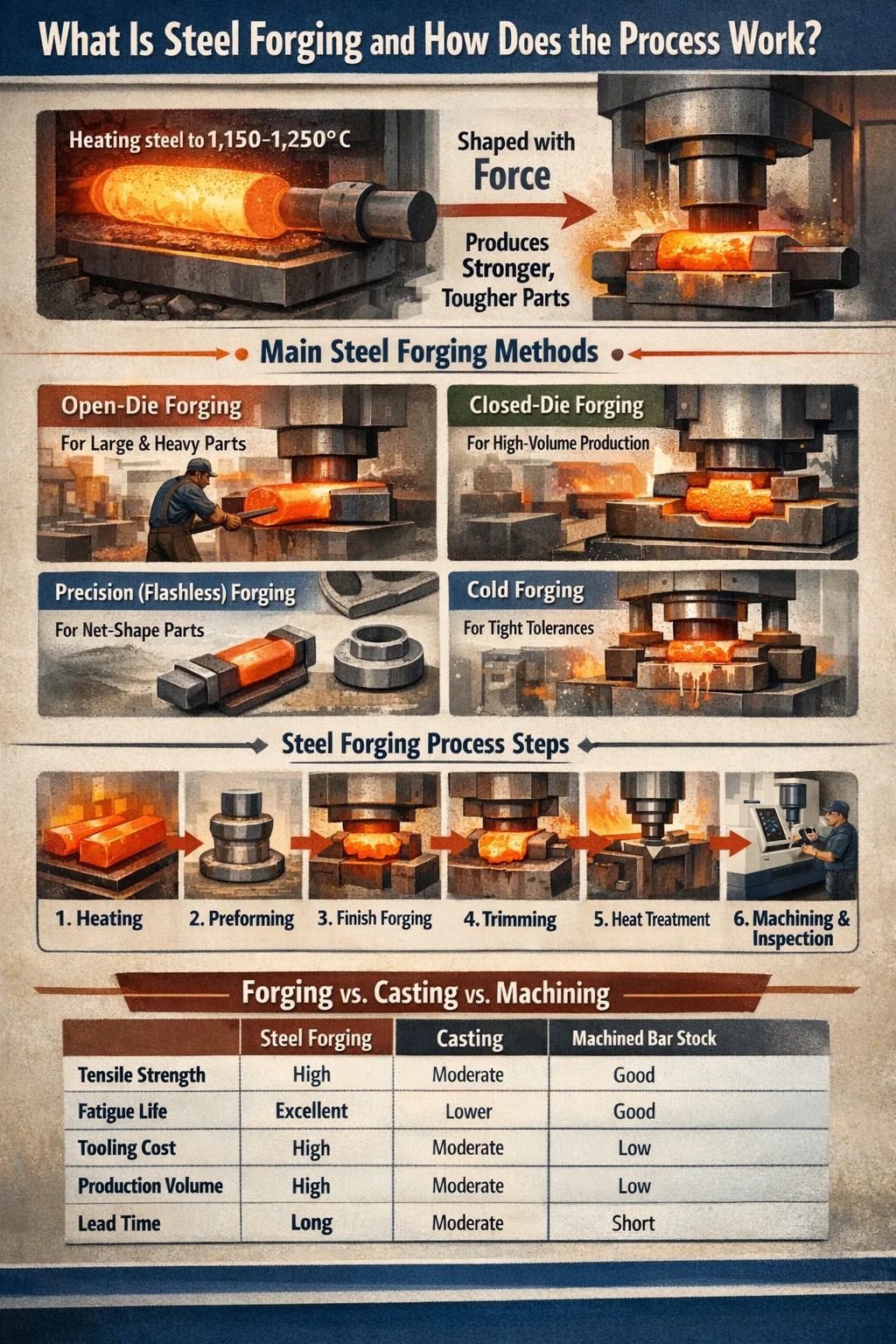
À la base, le processus consiste à chauffer l'acier à une plage de température spécifique (généralement entre 1 100 °C et 1 250 °C pour les aciers au carbone et alliés), puis à appliquer une force pour déformer plastiquement le matériau dans la forme souhaitée. La température élevée réduit la contrainte d'écoulement et améliore la ductilité, rendant le métal plus facile à façonner sans se fissurer. Une fois refroidie, la pièce forgée subit un traitement thermique, un usinage et une inspection post-traitement avant expédition.
Le forgeage de l’acier n’est pas une technique unique. Il se divise en plusieurs méthodes distinctes, chacune adaptée à différentes géométries, volumes et exigences de tolérance. Comprendre le fonctionnement de chaque méthode – et ses lacunes – est le point de départ pour tout ingénieur ou acheteur essayant de prendre la bonne décision sur un projet de forgeage.
Principales méthodes de forgeage de l’acier et quand les utiliser
Chaque méthode de forgeage de l'acier produit des pièces avec des tolérances dimensionnelles, des états de surface et des coûts d'outillage différents. Un mauvais choix augmente les coûts, prolonge les délais de livraison ou aboutit à des pièces nécessitant un usinage secondaire excessif.
Forgeage à matrice ouverte
Le forgeage à matrice ouverte (également appelé forgeage libre ou forgeage de forgeron) utilise des matrices plates ou de forme simple qui n'entourent pas complètement la pièce. L'acier est manipulé entre les matrices grâce à une série de compressions, d'étirements et de rotations. C'est la méthode utilisée pour les grands arbres, cylindres, anneaux et lingots, des pièces pouvant peser de quelques kilogrammes à plus de 200 tonnes.
Le forgeage à matrice ouverte est le choix idéal lorsque la taille des pièces dépasse la capacité des matrices fermées ou lorsque les quantités de production sont trop faibles pour justifier un outillage coûteux. Les tolérances dimensionnelles sont plus larges (généralement ± 3 à 6 mm), un usinage important est donc attendu par la suite. Les nuances d'acier telles que l'acier inoxydable 4140, 4340 et 316 sont régulièrement traitées de cette façon pour les industries du pétrole et du gaz, de la production d'électricité et des équipements lourds.
Forgeage à matrice fermée (forgeage à matrice d'impression)
Le forgeage à matrice fermée utilise un ensemble de matrices assorties avec une cavité usinée à la forme approximative de la pièce finie. La billette chauffée est placée entre les matrices et une force est appliquée jusqu'à ce que l'acier remplisse complètement la cavité, l'excès de matériau s'écoulant sous forme d'éclair autour de la ligne de joint. Le flash est ensuite coupé.
Cette méthode produit des tolérances plus strictes (généralement ± 0,5 à 1,5 mm en fonction de la complexité et de la taille de la pièce), une meilleure finition de surface et une géométrie plus cohérente que le travail à matrice ouverte. Les coûts d'outillage sont élevés (un jeu complet de matrices pour une pièce de complexité moyenne peut coûter entre 15 000 et 80 000 dollars, voire plus). Le forgeage à matrices fermées est donc économiquement judicieux, principalement pour les volumes de production moyens à élevés. Les bielles automobiles, les moyeux de roue et les corps de vannes sont des applications classiques.
Forgeage sans flash (précision)
Le forgeage sans bavure élimine la bavure en contrôlant avec précision le volume de la billette et la géométrie de la matrice afin que le matériau remplisse la cavité sans débordement. Le résultat est une pièce en forme nette ou presque nette qui nécessite un usinage post-forgeage minimal. Des tolérances aussi strictes que ±0,1 à 0,3 mm sont réalisables.
Ce processus nécessite une préparation précise des billettes et un investissement en outillage plus élevé, mais des économies de matière de 10 à 20 % par rapport au forgeage conventionnel en font un produit attrayant pour la production en grand volume de pièces complexes comme les engrenages, les engrenages coniques et les composants de suspension.
Forgeage au rouleau
Le forgeage au rouleau fait passer une barre d'acier chauffée entre deux rouleaux avec des rainures profilées, réduisant ainsi sa section transversale et l'allongeant simultanément. Il est généralement utilisé comme étape de préformage avant le forgeage en matrice fermée, mais il est également utilisé comme processus final pour les arbres coniques, les ressorts à lames et les composants de rails. La nature continue du processus le rend très efficace pour les pièces allongées.
Forgeage bouleversé
Le forgeage bouleversé augmente la section transversale d'une barre ou d'une tige d'acier en la comprimant le long de son axe, en raccourcissant la longueur et en augmentant le diamètre dans une zone spécifique. Les boulons, goujons, vannes et arbres à brides sont produits de cette façon. Les machines de forgeage à grande vitesse peuvent produire des milliers de pièces par heure, ce qui en fait l'une des méthodes de forgeage les plus productives pour les fixations et le matériel similaire.
Forgeage à froid
Contrairement aux méthodes ci-dessus, le forgeage à froid est effectué à température ambiante ou proche. L'acier durcit au cours du processus, ce qui augmente la dureté et la résistance de la surface. Les tolérances sont exceptionnellement serrées (± 0,05 à 0,1 mm) et l'état de surface est excellent, éliminant souvent le besoin de tournage ou de meulage. Le compromis réside dans des forces de presse plus élevées requises et des limitations sur la géométrie des pièces et la qualité de l'acier. Les aciers à faible et moyenne teneur en carbone sont les plus adaptés au forgeage à froid.
Étape par étape : comment le forgeage de l'acier est effectué dans la pratique
Connaître les étapes du processus est important, que vous conceviez une pièce en vue de la forgeabilité ou que vous auditiez l'atelier de production d'un fournisseur. Voici comment une séquence standard de forgeage de l'acier à matrice fermée se déroule de la matière première à la pièce finie.
- Sélection des matériaux et préparation des billettes : La nuance d'acier appropriée est sélectionnée en fonction des exigences de propriétés mécaniques de la pièce finie. Les qualités courantes incluent 1045 (carbone moyen, industriel général), 4140 (chrome-molybdène, haute résistance), 4340 (nickel-chrome-molybdène, aérospatiale) et 17-4 PH inoxydable (résistant à la corrosion, haute résistance). La barre ou la billette est coupée au volume calculé – légèrement surdimensionnée pour tenir compte de la perte de bavure et de tartre.
- Chauffage : Les billettes sont chargées dans un four à gaz ou à induction et portées à la température de forgeage cible. Pour la plupart des aciers au carbone et alliés, cette température est comprise entre 1 150 et 1 250 °C. L'uniformité de la température sur toute la section transversale de la billette est essentielle : un gradient de température supérieur à 50 °C peut entraîner des fissures ou un remplissage incomplet de la matrice. Le chauffage par induction est préféré pour un contrôle strict de la température et une formation réduite de tartre.
- Détartrage : L'acier chaud développe une couche de tartre d'oxyde pendant le chauffage. Avant le forgeage, cette calamine est éliminée par des jets d'eau à haute pression (typiquement 100-200 bars) ou par un premier léger coup dans la matrice, qui brise la calamine et évite qu'elle ne s'enfonce dans la surface de la pièce, provoquant des défauts de surface.
- Préformage (si nécessaire) : Les pièces complexes nécessitent souvent une ou plusieurs étapes de préformage pour redistribuer la masse métallique au plus près de la forme finale avant l'impression de finition. Cela réduit l’usure de la matrice et améliore l’écoulement du métal lors du coup final. Le préformage est effectué dans des cavités de matrice séparées sur la même presse ou le même marteau.
- Finition du forgeage : La billette préformée est transférée dans la cavité de la matrice de finition et frappée — soit par un marteau (marteau à gravité ou à vapeur délivrant des coups répétés) soit par une presse (presse mécanique ou hydraulique délivrant un seul coup contrôlé). L'acier remplit complètement la cavité et les bavures sont extrudées autour de la ligne de joint.
- Découpage du flash : Encore chaude (ou après refroidissement, pour les presses à détourer), la pièce forgée est placée dans une matrice de détourage et la bavure est découpée d'un seul coup. Pour les pièces de précision, les pièces forgées découpées peuvent être refrappées dans une matrice de dimensionnement alors qu'elles sont encore chaudes pour corriger tout retour élastique et améliorer la précision dimensionnelle.
- Traitement thermique : En fonction de la qualité de l'acier et des exigences finales en matière de propriétés mécaniques, les pièces forgées subissent une normalisation, un recuit, une trempe et un revenu, ou un traitement en solution et un vieillissement. La trempe et le revenu de l'acier 4140, par exemple, peuvent amener la résistance à la traction de 655 MPa (normalisée) à plus de 1 000 MPa.
- Usinage : Même les pièces forgées de forme presque nette nécessitent généralement un tournage, un fraisage, un perçage et un meulage CNC pour obtenir les tolérances dimensionnelles finales, l'état de surface et les caractéristiques (filetages, alésages, rainures de clavette) qui ne peuvent pas être forgées directement.
- Inspection et tests : Les pièces forgées finies sont inspectées dimensionnellement (CMM ou jaugeage manuel), visuellement (fissures de surface, recouvrements, coutures) et souvent par des tests non destructifs : inspection par particules magnétiques (MPI) pour les défauts de surface, tests par ultrasons (UT) pour les vides internes. Les tests mécaniques sur des échantillons de coupons vérifient la dureté, la résistance à la traction, la résistance aux chocs et les performances en fatigue.
Nuances d'acier couramment utilisées en forgeage et leurs propriétés
La sélection des matériaux est indissociable du processus de forgeage. La qualité de l'acier détermine la plage de température de forgeage, la durée de vie de la matrice, la capacité de presse requise, le traitement thermique après forgeage et, finalement, les performances de la pièce finie.
| Nuance d'acier | Plage de température de forgeage | Résistance à la traction (Q&T) | Applications clés |
|---|---|---|---|
| AISI 1045 | 1 150–1 230 °C | ~570-700 MPa | Arbres, engrenages, accouplements |
| AISI4140 | 1 100–1 230 °C | ~900-1 100 MPa | Brides, colliers de perçage, axes |
| AISI4340 | 1 100 à 1 200 °C | ~1 000 à 1 500 MPa | Trains d'atterrissage, vilebrequins, aérospatiale |
| Inox AISI 316 | 1 149-1 260 °C | ~515-690 MPa | Vannes, raccords, quincaillerie marine |
| F51 Duplex SS | 1 050 à 1 150 °C | ~620-880 MPa | Composants sous-marins, usine chimique |
| 17-4 PH Inox | 1 040 à 1 150 °C | ~930-1 310 MPa | Aéronautique, médical, arbres de pompes |
Une remarque pratique sur le forgeage de l'acier inoxydable : les nuances austénitiques comme le 316 ont une contrainte d'écoulement plus élevée que les aciers au carbone, ce qui signifie que la presse a besoin de plus de capacité pour la même taille de pièce. Ils sont également plus sujets à l’écrouissage, ce qui peut provoquer des fissures si le réchauffage entre les passes n’est pas effectué correctement. Les nuances duplex sont encore plus sensibles à la température : travailler en dehors de la fenêtre étroite de forgeage peut déstabiliser l'équilibre ferrite-austénite et dégrader la résistance à la corrosion.
Règles de conception clés pour les pièces en acier forgeables
Les pièces conçues sans avoir à l'esprit le forgeage finissent souvent par coûter beaucoup plus cher à produire, ou ne parviennent pas à tirer parti des avantages structurels du processus. L’application de ces principes de conception dès le départ évite des refontes coûteuses ultérieurement.
Angles de dépouille
Toutes les surfaces verticales d'une pièce forgéee en matrice fermée nécessitent un angle de dépouille pour que la pièce puisse être éjectée de la matrice. Le projet standard pour les pièces forgées en acier est 5 à 7° sur les surfaces externes et 7 à 10° sur les surfaces internes . Les fonctionnalités à dépouille nulle ou négative nécessitent un outillage plus complexe avec des éjecteurs ou des matrices divisées, ce qui augmente considérablement les coûts.
Rayons de congé et de coin
Les coins internes pointus créent des concentrations de contraintes dans la matrice ainsi que dans la pièce finie. Un rayon de congé interne minimum de 3 mm constitue un point de départ pratique, un rayon de 6 mm ou plus étant préféré dans les zones fortement chargées. Les rayons des coins externes doivent être d'au moins 1,5 mm. Les pièces dotées de congés appropriés présentent une durée de vie en fatigue améliorée jusqu'à 3 fois par rapport à celles présentant des transitions brusques.
Placement de la ligne de séparation
La ligne de séparation est l'endroit où les deux moitiés de matrice se rencontrent. Il doit être placé sur la plus grande section transversale de la pièce pour minimiser la profondeur de la matrice et les bavures. Une ligne de séparation droite et plate est l’option la plus simple et la moins chère. Les lignes de joint courbes ou inclinées ajoutent de la complexité à l'outillage mais peuvent être nécessaires pour certaines géométries.
Variation de l'épaisseur de la section
De grandes variations d’épaisseur de section au sein d’une même pièce créent un écoulement inégal du métal pendant le forgeage. Les sections fines se remplissent et refroidissent plus rapidement que les sections épaisses, entraînant un sous-remplissage ou des fissures. En règle générale, le rapport entre l'épaisseur de paroi maximale et minimale dans une pièce forgée en acier ne doit pas dépasser 4:1 sans une conception minutieuse des préformes pour pré-distribuer le matériau.
Orientation du flux de grains
L'un des avantages les plus importants du forgeage de l'acier par rapport à la fonderie ou à l'usinage de barres est la capacité d'aligner le flux de grains avec la direction de contrainte la plus élevée en service. Une bielle forgée avec un écoulement longitudinal du grain le long de l'axe de la tige a une bien meilleure résistance à la fatigue qu'une bielle usinée à partir de barres, où le grain s'étend transversalement à travers des sections critiques. Concevez la pièce de manière à ce que l'axe de charge principal s'aligne avec la direction principale de forgeage.
Forgeage d'acier, moulage ou usinage à partir de barres
Les ingénieurs sont souvent confrontés au choix entre le forgeage, le moulage et l'usinage lorsqu'ils choisissent une voie de fabrication pour les pièces de construction en acier. Chaque méthode a un profil de performances et de coûts distinct.
| Critère | Forgeage de l'acier | Casting | Barre usinée |
|---|---|---|---|
| Résistance à la traction | Élevé (grain raffiné) | Modéré (risque de porosité) | Bon (dépend du niveau) |
| Vie en fatigue | Excellent | Inférieur (défauts internes) | Bon si le grain est aligné |
| Complexité géométrique | Modéré | Élevé | Élevé (CNC) |
| Coût de l'outillage | Élevé (dies) | Modéré (patterns/molds) | Faible voire nul |
| Coût unitaire à volume élevé | Faible | Faible to moderate | Élevé (material waste) |
| Défauts internes | Minimal (vides fermés) | Possible (retrait, porosité) | Cela dépend de la qualité de la barre |
| Délai (prototype) | Longue (fabrication de matrices) | Modéré | Court |
La décision dépend généralement de trois facteurs : le volume de production annuel, les performances mécaniques requises et la complexité de la pièce. Pour les pièces comportant des passages internes ou des contre-dépouilles complexes, la fonderie gagne souvent sur la seule géométrie. Pour les pièces structurelles en grand volume dans les secteurs de l’automobile, de l’aérospatiale ou du pétrole et du gaz, le forgeage est presque toujours gagnant en termes de performances et de coût du cycle de vie. L'usinage à partir de barres est plus judicieux pour les prototypes, les très petits lots ou les pièces tout simplement trop petites pour être forgées de manière économique.
Défauts courants dans le forgeage de l’acier et comment les éviter
Même avec des paramètres de processus corrects, les pièces forgées en acier peuvent développer des défauts qui compromettent l'intégrité structurelle. Savoir ce qui cause chaque défaut et comment le détecter rapidement évite des pannes coûteuses sur le terrain.
Tours et plis
Les recouvrements se forment lorsqu'un pli ou un surplomb de surface est replié et forgé dans la surface de la pièce sans liaison. Ils apparaissent sous forme de défauts de surface linéaires, généralement parallèles à la ligne de joint. La cause première est généralement une forme incorrecte de la préforme, une bavure excessive ou une mauvaise répartition du flux de métal dans la matrice. L'inspection par magnétoscopie détecte de manière fiable les recouvrements sur la surface. La prévention nécessite une conception appropriée des préformes et une optimisation de la cavité de la filière.
Sous-remplissage
Sous-remplissage signifie que la cavité de la matrice n'a pas été complètement remplie d'acier pendant le forgeage, laissant des dépressions peu profondes sur la surface de la pièce. Les causes incluent un poids insuffisant de la billette, une température de forgeage trop basse, une bavure excessive qui fait couler la matière avant que la cavité ne se remplisse ou une capacité de presse inadéquate. L'inspection dimensionnelle détectera le sous-remplissage dans la plupart des cas, mais il est préférable de le détecter lors du premier cycle de production avec la section d'échantillons.
Fissuration
Des fissures superficielles se développent lorsque l'acier est forgé à une température trop basse (en dessous de la plage de transition ductile à fragile), lorsque la vitesse de déformation est trop élevée ou lorsque l'acier a une teneur excessive en soufre ou en phosphore favorisant le raccourcissement à chaud. Des fissures internes (défauts d'éclatement) se produisent lorsque des contraintes de traction se développent dans le noyau lors du forgeage, souvent dans des sections lourdes. Maintenir la température de forgeage au-dessus de 1 050°C pour la plupart des aciers alliés et éviter une réduction excessive par passe évite la majorité des défauts de fissuration.
Décarburation
Une exposition prolongée à l'air à haute température provoque la diffusion du carbone hors de la couche superficielle de l'acier, créant une zone molle à faible teneur en carbone qui réduit la dureté et la résistance à la fatigue. Une profondeur de décarburation de 0,3 à 0,8 mm n'est pas rare dans les pièces chauffées dans des fours à flamme nue. L’utilisation de fours à atmosphère contrôlée ou de chauffage par induction réduit considérablement la décarburation, et l’usinage de la couche affectée constitue la solution standard lorsqu’elle se produit.
Changement de matrice
Le décalage de la matrice se produit lorsque les moitiés supérieure et inférieure de la matrice sont mal alignées pendant le forgeage, produisant une pièce décalée au niveau de la ligne de joint. Même un décalage de 0,5 mm peut entraîner l’échec du contrôle dimensionnel d’une pièce. Des contrôles réguliers de l'alignement des matrices et un entretien approprié des clés de localisation évitent ce défaut de production.
Industries qui dépendent du forgeage de l’acier et pourquoi
La demande d’acier forgé est tirée par des industries où la défaillance structurelle n’est pas une option. Comprendre où et pourquoi le forgeage est spécifié aide les acheteurs à justifier leur investissement en outillage et aide les ingénieurs à plaider en faveur du forgeage par rapport aux processus concurrents.
- Automobile : Les bielles, les vilebrequins, les fusées d'essieu, les moyeux de roue, les arbres à cames et les engrenages de transmission sont forgés presque universellement. Une voiture de tourisme typique contient 35 à 45 kg de pièces en acier forgé. La résistance à la fatigue et aux chocs de l’acier forgé est la raison pour laquelle ces composants critiques pour la sécurité ne sont pas coulés.
- Pétrole et gaz : Les forets, les colliers de forage, les composants BOP, les corps de vannes, les brides (ANSI/ASME B16.5) et les connecteurs sous-marins doivent être forgés pour résister aux pressions extrêmes de fond de trou (jusqu'à 15 000 psi de pression de service dans certaines applications) et aux environnements corrosifs. Les normes ASME/ANSI et API imposent le forgeage d'un grand nombre de ces composants.
- Aéronautique : Les jambes de force du train d'atterrissage, les fixations d'ailes, les supports de moteur et les disques de turbine sont forgés à partir d'aciers alliés et de superalliages à haute résistance. Les exigences strictes de l'industrie aérospatiale en matière de traçabilité, de rapports d'essais de matériaux certifiés et d'essais non destructifs font du forgeage le choix par défaut pour les composants structurels de la cellule d'avion.
- Production d'énergie : Les rotors de turbines à vapeur, les arbres de générateurs et les têtes de cuves sous pression des centrales nucléaires et conventionnelles comptent parmi les plus grandes pièces forgées produites : les pièces forgées à matrice ouverte peuvent peser entre 150 et 300 tonnes. L’intégrité des matériaux requise pour les composants fonctionnant sous des contraintes thermiques et mécaniques combinées pendant 30 à 60 ans n’est réalisable que grâce à un forgeage et un traitement thermique contrôlés.
- Équipement minier et de construction : Les maillons de chenille de bulldozer, les axes de godet d'excavatrice, les marteaux de concasseur de roche et les tiges de forage sont soumis à de graves impacts et à une usure abrasive. Les pièces forgées en acier à haute teneur en manganèse et faiblement allié résistent bien mieux à la déformation et à la fracture dans ces conditions que les alternatives coulées.
- Défense : Les projectiles d'artillerie, les pénétrateurs perforants, les composants de chenilles de char et les canons d'armes à feu sont forgés pour répondre aux spécifications militaires exigeant une dureté, une ténacité et une cohérence dimensionnelle spécifiques qui ne peuvent être obtenues par d'autres processus.
Normes de qualité et certifications pour les pièces forgées en acier
L'achat de pièces forgées en acier sans référence aux normes applicables expose les acheteurs à une qualité variable et à des pièces non conformes. Les principales normes régissant la qualité de la forge de l’acier méritent d’être connues avant de rédiger un bon de commande.
- ASTM A668 / A668M : Spécification standard pour les pièces forgées en acier au carbone et allié pour un usage industriel général. Couvre huit classes avec des exigences de propriétés mécaniques allant de la résistance à la traction de 485 MPa (Classe D) jusqu'à 830 MPa (Classe L).
- ASTM A182 : Couvre les brides de tuyaux en alliage forgé ou laminé et en acier inoxydable, les raccords forgés et les vannes pour service à haute température. Largement référencé dans les spécifications de traitement du pétrole, du gaz et des produits chimiques.
- ASTM A105 : Norme pour les pièces forgées en acier au carbone pour les applications de tuyauterie à températures ambiantes et plus élevées. Il s’agit de l’une des spécifications les plus couramment demandées pour les brides et les raccords des systèmes de tuyauterie industrielle.
- API6A/6D : Normes de l'American Petroleum Institute pour les équipements de têtes de puits et d'arbres de Noël (6A) et les vannes de pipeline (6D). Ces normes définissent les classes de matériaux, les exigences de test et la documentation de traçabilité pour les composants forgés utilisés dans le service des hydrocarbures.
- AMS (Spécifications des matériaux aérospatiaux) : Les normes SAE AMS comme l'AMS 2750 (pyrométrie pour le traitement thermique) et les qualités AMS spécifiques aux matériaux (par exemple, AMS 6414 pour l'acier 4340) régissent les pièces forgées pour l'aérospatiale. La conformité nécessite un étalonnage documenté du four, des rapports d’essais de matériaux certifiés et une inspection du premier article.
- ISO 9001 / IATF 16949 : Certifications du système de gestion de la qualité pour les fournisseurs de forge industrielle générale (ISO 9001) et automobile (IATF 16949). Ces certifications indiquent que le fournisseur exploite un système qualité documenté mais ne garantissent pas en elles-mêmes la conformité du produit à des spécifications mécaniques spécifiques.
Demandez toujours des rapports de test de matériaux (MTR), des rapports d'inspection dimensionnelle et des rapports NDE avec chaque expédition de pièces forgées. Pour les applications critiques, les tests témoins à l’atelier de forge sont une pratique courante dans les achats aérospatiaux et nucléaires.
Foire aux questions sur le forgeage de l'acier
Quelle est la quantité minimale de commande pour les pièces forgées en acier à matrice fermée ?
La plupart des ateliers de forgeage fixent une quantité minimale de commande (MOQ) de 100 à 500 pièces pour les nouveaux projets d'outillage, bien que cela varie en fonction de la taille et de la complexité des pièces. Pour les petites pièces simples, certains magasins envisagent des essais de 50 pièces. Le coût élevé de l’outillage constitue la principale contrainte : le coût des matrices divisé en un nombre réduit de pièces augmente considérablement le coût unitaire. Les pièces forgées à matrice ouverte n'ont pas de minimum pratique de MOQ puisqu'aucun outillage personnalisé n'est requis.
Combien de temps faut-il pour fabriquer des pièces forgées en acier ?
Pour les pièces forgées avec de nouveaux outils, les délais de livraison sont généralement de 10 à 16 semaines : 4 à 6 semaines pour la conception et la fabrication des matrices, 1 à 2 semaines pour les essais de forgeage du premier article et 2 à 4 semaines pour le traitement thermique et l'usinage des pièces de production. Les pièces forgées à ciel ouvert pour les grandes pièces peuvent prendre de 8 à 20 semaines en fonction de la capacité de l'atelier de forge et de la disponibilité des billettes d'acier. Les commandes répétées à partir de matrices existantes durent généralement de 4 à 8 semaines.
L’acier inoxydable peut-il être forgé en utilisant le même équipement que l’acier au carbone ?
Oui, les mêmes marteaux et presses sont utilisés, mais l'acier inoxydable – en particulier les nuances austénitiques – nécessite des forces de forgeage plus élevées que l'acier au carbone à des températures équivalentes en raison de sa contrainte d'écoulement plus élevée. Une presse conçue pour une taille spécifique de pièce en acier au carbone devra peut-être être déclassée ou la pièce devra être divisée en opérations plus petites lors du passage à l'acier inoxydable. La durée de vie des matrices est également généralement plus courte lors du forgeage de l'acier inoxydable en raison des pressions d'interface plus élevées et du tartre d'oxyde abrasif.
Le forgeage à chaud est-il différent du forgeage à chaud ?
Oui. Le forgeage à chaud est effectué dans la plage de températures comprise entre le forgeage à froid et le forgeage à chaud – généralement entre 650 et 950 °C pour l'acier. À ces températures, la contrainte d'écoulement est plus faible qu'à température ambiante (ce qui facilite le formage), mais l'acier ne forme pas de calamine d'oxyde lourde observée lors du forgeage à chaud. Le résultat est un meilleur état de surface et des tolérances plus serrées que le forgeage à chaud, avec des forces de compression inférieures à celles du forgeage à froid. Le forgeage à chaud est utilisé pour les pièces de complexité moyenne où la qualité de surface est importante mais où les forces de forgeage à froid seraient peu pratiques.
Comment spécifier correctement une pièce forgée sur un dessin ?
Une spécification complète de forgeage sur un dessin doit inclure : la nuance d'acier (désignation ASTM, AISI ou AMS), l'état de traitement thermique et la dureté ou la résistance à la traction/élasticité requise, les exigences en matière d'angle de dépouille, les rayons minimums des congés et des coins, l'état de surface (valeur Ra) pour les surfaces telles que forgées, l'extension admissible des bavures au niveau de la ligne de joint, les méthodes NDE requises (MPI, UT) et les critères d'acceptation, ainsi que les exigences applicables en matière de rapport d'essai de matériaux. La référence à la norme ASTM applicable (par exemple, ASTM A668, classe F) relie clairement toutes les exigences en matière de matériaux et de tests.