Qu'est-ce que le forgeage de l'acier et comment ça marche
Forgeage de l'acier est le processus de façonnage de l'acier en appliquant une force de compression - soit par martelage, pressage ou laminage - pendant que le métal est chauffé à une température comprise entre 1 100 °C et 1 250 °C (2 012 °F à 2 282 °F) . À cette distance, l’acier devient suffisamment plastique pour se déformer sans se fissurer, tout en conservant la structure granulaire qui confère aux pièces forgées leur résistance mécanique supérieure. Le résultat est un composant structurellement plus dense, plus résistant et plus résistant à la fatigue que tout ce qui est moulé ou usiné à partir de barres.
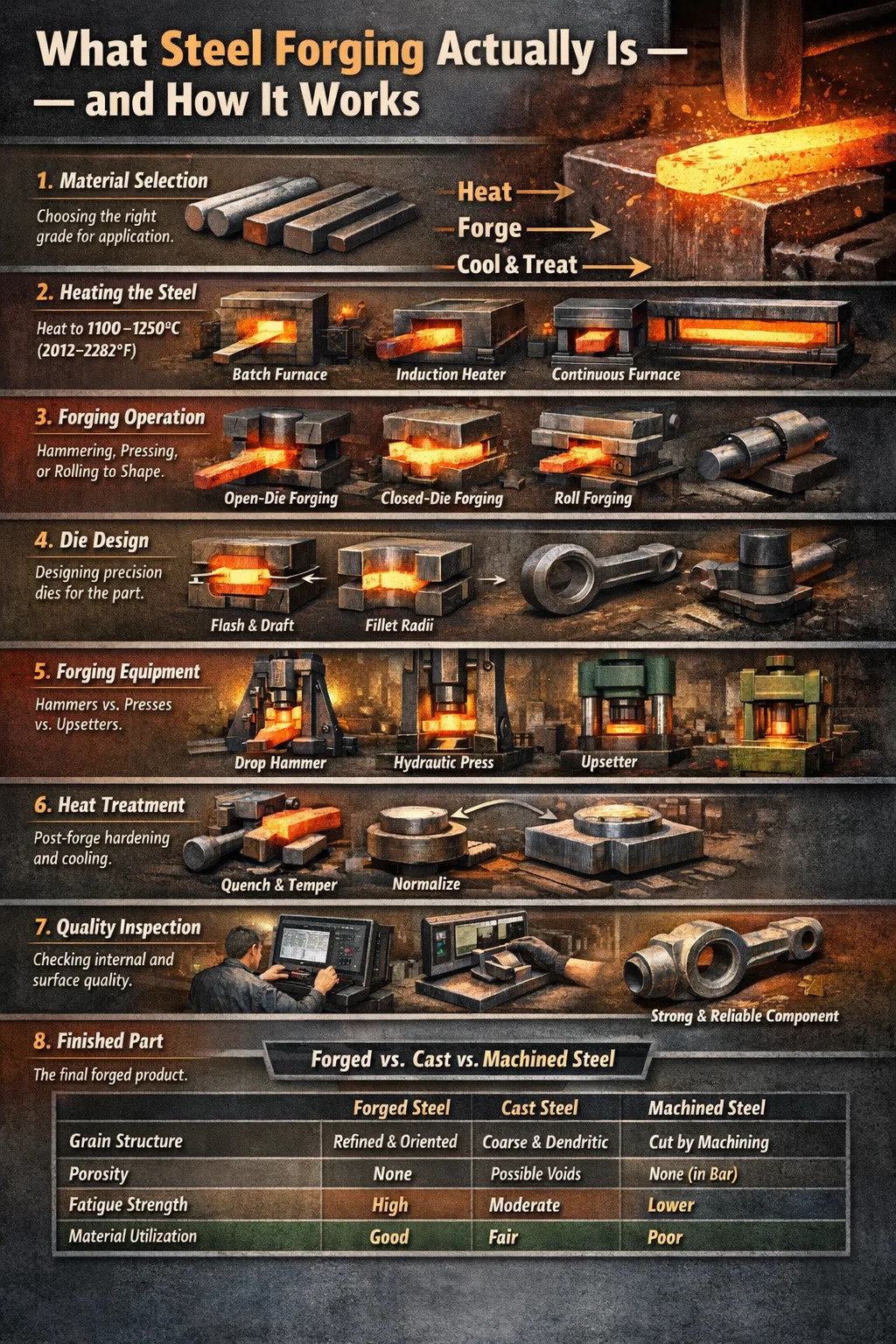
La réponse courte à la façon dont vous forgez l'acier : chauffez la pièce à la bonne température de forgeage, placez-la sous un marteau ou une presse, appliquez une force contrôlée pour la façonner selon la géométrie souhaitée, puis suivez un cycle de refroidissement ou de traitement thermique prescrit pour verrouiller les propriétés mécaniques. Chaque variable (température, force, géométrie de la matrice, taux de déformation et vitesse de refroidissement) détermine la qualité finale de la pièce.
Cet article présente le processus complet de forgeage de l'acier dans l'ordre qu'un métallurgiste ou un ingénieur de production l'aborderait : sélection des matériaux, chauffage, opération de forgeage elle-même, considérations de conception des matrices, traitement post-forge, inspection de la qualité et différences pratiques entre les méthodes de forgeage. Que vous recherchiez des composants forgés ou que vous mettiez en place une ligne de forgeage, chaque section ici est axée sur des connaissances spécifiques et exploitables plutôt que sur des généralités.
Choisir la bonne qualité d'acier avant de forger
Toutes les nuances d’acier ne réagissent pas de la même manière au forgeage. La teneur en carbone, les ajouts d'alliages et la propreté de la masse fondue affectent tous le comportement d'un acier sous le marteau et les propriétés qui peuvent être obtenues de manière réaliste par la suite. La sélection d’une mauvaise qualité gaspille de l’énergie, réduit la durée de vie de la matrice et produit des pièces qui tombent en panne en service.
Aciers à faible teneur en carbone (0,05 % à 0,30 % C)
Ce sont les qualités les plus faciles à forger. Ils ont une large fenêtre de température de forgeage, une faible contrainte d'écoulement et un risque minimal de fissuration. Les nuances comme AISI 1018 et 1020 sont courantes pour les supports structurels, les arbres et les composants agricoles où la ténacité compte plus que la dureté. La limitation est qu'ils ne peuvent pas être durcis à des niveaux élevés par traitement thermique - les résistances à la traction dépassent généralement autour de 550 MPa dans l'état normalisé.
Aciers à carbone moyen (0,30 % à 0,60 % C)
Les bêtes de somme de l’industrie de la forge d’acier. Les nuances telles que l'AISI 1040, 1045 et 4140 (un alliage chrome-molybdène) couvrent la majorité des applications dans les secteurs de l'automobile, du pétrole et du gaz et de la machinerie lourde. Après trempe et revenu, le 4140 offre régulièrement des résistances à la traction de 900 à 1 100 MPa avec une bonne ductilité. La fenêtre de forgeage est plus étroite que celle des nuances à faible teneur en carbone (généralement entre 1 100 °C et 1 230 °C) et le risque de fissuration par trempe augmente, de sorte que la taille des sections et la vitesse de refroidissement doivent être gérées avec soin.
Aciers à haute teneur en carbone et à outils (0,60 % à 1,50 % C)
Les nuances comme l'AISI 1080, 52100 (acier à roulements) et l'acier à outils H13 sont forgées à des températures plus basses - souvent en dessous de 1 100°C - et nécessitent un refroidissement post-forge lent et contrôlé pour éviter les fissures thermiques. Les réseaux de carbure doivent être brisés et redistribués pendant le forgeage pour obtenir une dureté uniforme dans l'outillage ou les roulements finis. Ces qualités exigent des opérateurs expérimentés et un contrôle étroit du pyromètre.
Aciers inoxydables et résistants à la chaleur
Les nuances d'acier inoxydable austénitique (304, 316) ont des taux d'écrouissage élevés, ce qui signifie que les charges de forgeage sont nettement plus élevées que pour l'acier au carbone ordinaire. Les nuances martensitiques (410, 420) se forgent plus facilement mais nécessitent un recuit minutieux entre les passes de forgeage. Les grades durcissant aux précipitations comme le 17-4 PH sont forgés à 1 065 °C – 1 175 °C puis vieillis pour développer leurs propriétés finales, un cycle thermique en deux étapes qui doit être respecté avec précision.
| Nuance d'acier | Teneur en carbone | Plage de température de forgeage | Application typique | Traction maximale (Q&T) |
|---|---|---|---|---|
| AISI 1020 | 0,18 à 0,23 % | 1 150–1 280 °C | Supports structurels, arbres | ~550 MPa |
| AISI4140 | 0,38 à 0,43 % | 1 100–1 230 °C | Vilebrequins, brides, engrenages | 1 000 à 1 100 MPa |
| AISI 52100 | 0,98 à 1,10 % | 1 040 à 1 120 °C | Bagues de roulement, courses | 2 000 MPa (durci) |
| AISI H13 | 0,32 à 0,45 % | 1 065 à 1 175 °C | Outillage pour travail à chaud, matrices | 1 200 à 1 650 MPa |
| INOX AISI 316 | ≤0,08% | 1 100–1 260 °C | Vannes, raccords, pièces marines | ~620 MPa (recuit) |
Chauffage de l'acier : types de fours, contrôle de la température et temps de trempage
La chaleur est à l’origine de la plupart des défauts de forgeage. La surchauffe provoque un grossissement des grains et une fonte naissante aux joints des grains – une condition appelée « brûlure » qui est irréversible. Le sous-chauffage laisse le noyau froid, augmente la contrainte d'écoulement et favorise la fissuration lors de la déformation. Bien choisir le four n’est pas une option.
Types de fours utilisés dans le forgeage de l'acier
- Fours discontinus (à caissons) — adapté à la production en faible volume et aux grosses billettes. L'acier est chargé, la porte fermée et l'ensemble de la charge est porté à température. Bonne uniformité de température mais débit lent.
- Fours continus (à sole rotative ou à poussée) — les billettes traversent des zones de température croissante. Courant dans les lignes de forgeage à grand volume produisant des bielles automobiles, des poutres d'essieu et des pièces similaires à des cadences supérieures à 500 pièces par heure.
- Radiateurs à induction — des bobines électromagnétiques chauffent la billette en quelques secondes plutôt qu'en quelques minutes. L'uniformité de la température est excellente pour les billettes rondes, l'efficacité énergétique est élevée (jusqu'à 90 % contre 40 à 50 % pour les fours à gaz) et la formation de tartre est minime. Largement utilisé dans le forgeage de précision en matrices fermées.
- Fours à bain de sel — utilisé pour les petits composants complexes en acier à outils qui nécessitent un chauffage uniforme sans oxydation. Moins courant dans le forgeage en vrac mais essentiel pour les pièces de précision de grande valeur.
Temps de trempage et chauffage à travers
Une billette qui présente la bonne couleur de surface peut encore avoir un noyau froid. La règle générale dans la pratique du forgeage industriel est la suivante : 1 heure de trempage par 25 mm de section pour les aciers au carbone et alliés dans un four à gaz. Pour une billette de 200 mm de diamètre, cela signifie au moins 8 heures à température avant de pouvoir la forger en toute sécurité. Le chauffage par induction élimine la majeure partie de ce temps d'attente mais nécessite une adaptation précise de la puissance et de la fréquence au diamètre de la billette.
La formation de tartre pendant le chauffage est inévitable dans les fours à atmosphère ouverte. Une fine couche d'oxyde - généralement 0,5 à 2 mm — se forme en surface et doit être éliminé par détartrage (grenaille, jet d'eau ou empreinte) avant ou pendant la première frappe de forgeage. Le tartre piégé sous la surface de la matrice provoque des défauts de piqûre et des dommages à la matrice.
Mesure de température
Les forgerons expérimentés évaluaient historiquement la température par couleur : le jaune-blanc vif correspond à peu près à 1 200 °C – 1 300 °C et le jaune orangé à 1 000 °C – 1 100 °C. Dans la forge de production moderne, les pyromètres optiques et les capteurs infrarouges fournissent des lectures de température continues et sans contact avec une précision ±5°C . Les thermocouples intégrés dans les parois du four suivent la température ambiante, tandis que les pyromètres optiques mesurent la surface de la billette à sa sortie du four. Pour les pièces forgées critiques de l'aérospatiale ou de la défense, les enquêtes par thermocouple sont enregistrées et conservées dans le cadre du dossier de qualité.
Comparaison des principales méthodes de forgeage de l'acier
Le forgeage de l'acier n'est pas un processus unique : il englobe plusieurs méthodes distinctes, chacune adaptée à différentes géométries de pièces, volumes de production et exigences de tolérance. Comprendre les différences est essentiel lors de la sélection d'un fournisseur ou de la conception d'un composant pour la forgeabilité.
Forgeage à matrice ouverte (cogging, étirage, bouleversement)
Dans le forgeage à matrice ouverte, l'acier est travaillé entre des matrices plates ou de forme simple qui n'entourent pas la pièce. L'opérateur repositionne et fait tourner la billette entre les coups de marteau pour la façonner progressivement. Cette méthode est utilisée pour les formes grandes et simples (arbres, disques, anneaux et blocs) et pour la décomposition des lingots afin d'affiner la structure des grains grossiers de coulée.
Pièces pesant de quelques kilogrammes à plus de 300 tonnes sont produits de cette façon. La Forging Industry Association estime que les pièces forgées à matrice ouverte peuvent atteindre des diamètres de 3 mètres ou plus pour les applications industrielles lourdes telles que les arbres de turbines hydroélectriques et les têtes de cuves sous pression de réacteurs nucléaires. Les tolérances dimensionnelles sont faibles par rapport au travail en matrice fermée (généralement ± 3 à 10 mm), de sorte qu'une surépaisseur d'usinage importante est intégrée.
Forgeage à matrice fermée (matrice d'impression)
Il s’agit de la méthode dominante de forgeage de l’acier pour les composants de précision. Les matrices supérieure et inférieure contiennent des impressions en image miroir de la forme de pièce souhaitée. Lorsque la billette chauffée est frappée ou pressée, le matériau s'écoule pour remplir la cavité et l'excès de métal s'échappe sous forme d'éclair autour de la ligne de joint. Le flash est découpé lors d’une opération distincte.
Le forgeage à matrice fermée atteint des tolérances de ±0,5–1,5 mm sur des dimensions critiques et peut produire des pièces de forme presque nette qui nécessitent un usinage de finition minimal. Les bielles, vilebrequins, moyeux de roue et composants de suspension automobiles sont presque universellement fabriqués selon cette méthode. Une ligne de forgeage de bielles automobile typique fonctionnant à 300 pièces par heure est une référence standard pour la production en grand volume.
Le processus implique généralement plusieurs postes de découpe : le débordage (ou le foulage) pour redistribuer le matériau, le blocage (forme brute), la finition (géométrie finale) et le rognage. Chaque station augmente le coût de l'outillage mais réduit le travail requis à chaque étape ultérieure et améliore l'utilisation des matériaux.
Forgeage par rouleaux et laminage à cales croisées
Le forgeage au rouleau fait passer une billette chauffée entre des rouleaux façonnés pour allonger et redistribuer le matériau sur la longueur. Il est souvent utilisé comme étape de préformage avant le forgeage en matrice fermée, par exemple pour façonner la longue préforme conique d'une bielle avant l'impression finale. Le laminage à cales croisées (CWR) utilise deux matrices rotatives avec des saillies en forme de coin pour former des pièces axisymétriques telles que des axes de rotule, des tourillons d'essieu et des tiges de soupape à des vitesses très élevées. jusqu'à 600 pièces par minute sur des lignes optimisées.
Forgeage isotherme et à chaud
Dans le forgeage conventionnel, les matrices sont nettement plus froides que la pièce à usiner (généralement 200 à 300 °C contre 1 100 à 1 200 °C pour l'acier). Cette différence de température refroidit la surface de la billette au contact, augmentant la contrainte d'écoulement et limitant la complexité d'obtention d'une forme en un seul coup de presse. Le forgeage isotherme chauffe les matrices à une température proche de celle de la pièce, réduisant ainsi le refroidissement et permettant une production très précise et proche de la forme nette de composants aérospatiaux complexes. C'est cher et lent – principalement réservé aux alliages de titane et aux superalliages de nickel – mais le principe est parfois appliqué aux pièces forgées en acier spécial pour les pièces structurelles aérospatiales où les ratios d'achat de matériaux doivent être minimisés.
Forgeage à froid de l'acier
Le forgeage à froid façonne l'acier à température ambiante ou à des températures légèrement élevées (en dessous du seuil de recristallisation d'environ 450°C pour les aciers au carbone ). L'absence de chauffage signifie l'absence de calamine, une excellente finition de surface et des tolérances serrées : les fixations, les goujons à rotule et les goupilles de précision sont généralement forgés à froid. Le compromis est une contrainte d'écoulement élevée et un écrouissage important ; les charges de presse sont 3 à 5 fois plus élevé que pour le forgeage à chaud du même matériau, et un recuit intermédiaire entre les étapes de formage est souvent nécessaire pour restaurer la ductilité.
Conception de matrices pour le forgeage de l'acier : bavures, dépouille et congés
La conception des matrices est l’un des aspects les plus exigeants techniquement du processus de forgeage. Une matrice mal conçue produit des défauts, consomme trop de matière et s'use rapidement. Les paramètres suivants constituent la base de toute conception d’outil de forgeage à matrice fermée.
Flash Land et Flash Gap
Le flash est la fine ailette d'acier qui s'échappe entre les moitiés de matrice au niveau de la ligne de joint. Plutôt que d’être de purs déchets, le flash land crée une contre-pression qui pousse le matériau dans de fines nervures et des cavités complexes. L'écartement (épaisseur du terrain) est généralement 1 à 3 % de la hauteur projetée de la pièce . Un écart trop grand gaspille du matériel ; un écart trop étroit élève les charges de matrice à des niveaux dangereux. Le poids instantané sur une pièce forgéee automobile typique représente 15 à 20 % du poids de la billette , qui est découpé et recyclé.
Angles de dépouille
Toutes les parois verticales d'une pièce forgée doivent être effilées - inclinées selon un angle par rapport à la direction de déplacement de la matrice - afin que la pièce se détache de la matrice sans se déchirer. Les angles de dépouille standard pour le forgeage de l'acier sont 5 à 7° sur les surfaces externes et 7 à 10° sur les surfaces internes . Les zones à fort tirage bloquent la pièce contre l'éjection ; un tirage insuffisant provoque un grippage et une déchirure de la surface. Les logiciels de conception de matrices tels que Deform, Simufact ou QForm permettent désormais aux ingénieurs de simuler le flux de métal et de prédire le sous-remplissage, les recouvrements et l'usure de la matrice avant de couper une seule pièce d'acier à outils.
Rayons de congé et de coin
Les coins internes pointus dans une cavité de matrice créent une concentration de contraintes dans le matériau de la matrice et produisent des plis (recouvrements) dans le forgeage. Un rayon de congé minimum de 3 à 6 millimètres est la norme pour les pièces forgées en acier ; dans les zones à fortes contraintes telles que les jonctions âme-nervure sur les brides, les rayons de 8 à 12 mm sont courants. Les concepteurs poussent parfois à des rayons plus serrés pour réduire le stock d'usinage, mais les congés sous-dimensionnés provoquent systématiquement une défaillance prématurée de la matrice - la durée de vie de la matrice diminue de 10 000 pièces à moins de 3 000 pièces lorsque les rayons des coins sont réduits de moitié en dessous du minimum recommandé.
Emplacement de la ligne de séparation
La ligne de joint – là où les deux moitiés de matrice se rencontrent – doit être située de manière à permettre le retrait de la pièce, à minimiser le risque de décalage de matrice et à placer la bavure dans une position où le détourage est simple. Pour les pièces symétriques, une ligne de séparation droite passant par la plus grande section est standard. Les pièces asymétriques ou celles présentant des contre-dépouilles peuvent nécessiter une ligne de joint étagée ou composée, ce qui ajoute à la complexité et au coût de la matrice.
Équipement de forge : marteaux, presses et bouleverseurs
Le choix de l’équipement de forgeage détermine les géométries réalisables, la vitesse de production et l’investissement en capital requis. Les trois catégories principales – marteaux, presses et refouleurs – ont chacune des caractéristiques de fonctionnement distinctes.
Marteaux largables (gravitaires et assistés)
Un marteau forge l'acier par impact : le bélier tombe et décélère rapidement contre la pièce, délivrant de l'énergie sous la forme d'un coup impulsif. Les marteaux à gravité sont classés en fonction du poids du vérin (par ex. 1 tonne à 25 tonnes ); les marteaux assistés (contre-coup à vapeur, pneumatique ou hydraulique) étendent considérablement la plage d'énergie. Le taux d'impact et la vitesse sont élevés, ce qui favorise la recristallisation dynamique des aciers et produit des pièces forgées à grains fins. Les marteaux excellent dans les formes complexes avec des nervures profondes mais génèrent des vibrations et un bruit importants. Leurs taux de caresses de 60 à 120 coups par minute permettre des séquences rapides de plusieurs coups sur une seule chaleur.
Presses à forger mécaniques et hydrauliques
Les presses appliquent une force à un rythme contrôlé et plus lent – compression plutôt qu’impact. Les presses à manivelle mécaniques vont de 500 tonnes à 12 000 tonnes et fonctionnent à des positions de course fixes, ce qui les rend hautement reproductibles et adaptés aux lignes de transfert automatisées. Les presses hydrauliques peuvent atteindre 50 000 tonnes ou plus pour les grandes pièces forgées de structures aérospatiales et permettent de faire varier la vitesse et la course du vérin - utile pour forger des alliages sensibles à la température ou pour le formage en plusieurs étapes dans un seul jeu de matrices.
Les pièces forgées à la presse présentent généralement une meilleure cohérence dimensionnelle que les pièces forgées au marteau, car la position du vérin au point mort bas est fixe. Le taux de déformation plus lent permet également à la chaleur de se dissiper de la surface, ce qui peut être soit un avantage (grain de surface plus fin) soit un inconvénient (ductilité à chaud réduite dans la peau) selon l'alliage.
Machines à forger bouleversées (Bouleverseurs)
Un refouleur saisit une extrémité de barre et applique une force horizontale pour la comprimer et l'étendre - le processus de refoulement augmente la section transversale tout en réduisant la longueur. C'est ainsi que sont formés les têtes de boulons, les raccords à brides et les tiges de vannes. Les perturbateurs postulent 400 à 4 000 tonnes de force de serrage et de forgeage dans le plan horizontal et fonctionnent à des cadences de production élevées avec une intervention minimale de l'opérateur. L'utilisation du matériau est excellente car peu ou pas de flash est généré.
Traitement thermique post-forge : normalisation, trempe et revenu
Les propriétés d'un acier forgé ne sont que partiellement déterminées par l'opération de forgeage elle-même. Le traitement thermique après forge contrôle la microstructure finale et les propriétés mécaniques, faisant souvent la différence entre une pièce qui répond aux spécifications et une pièce qui tombe en panne en service.
Normalisation
La normalisation chauffe le forgeage à 50 à 60 °C au-dessus de la température critique supérieure (Ac3) - généralement 870-950°C pour les aciers à teneur moyenne en carbone - puis le refroidit à l'air calme. Cela affine et homogénéise la structure des grains perturbée par une déformation inégale, soulage les contraintes internes et produit une microstructure de base cohérente pour un usinage ou un traitement thermique ultérieur. L'acier 1045 normalisé atteint généralement une résistance à la traction de 580-640 MPa — adéquat pour de nombreuses applications structurelles sans traitement supplémentaire.
Recuit
Le recuit complet implique une austénitisation (chauffage au-dessus de Ac3) suivie d'un refroidissement très lent du four - souvent à des vitesses contrôlées. 10–25°C par heure . Le résultat est l’état de l’acier le plus doux et le plus usinable. Les pièces forgées en acier à haute teneur en carbone et en acier à outils sont généralement recuites avant l'usinage de finition, puis durcies et trempées jusqu'à la dureté finale. Le recuit de procédé (sous-critique), effectué juste en dessous de Ac1, adoucit les pièces forgées écrouies sans transformation complète.
Trempe et revenu (Q&T)
Il s’agit du traitement thermique le plus exigeant et le plus couramment spécifié pour les composants en acier forgé à haute résistance. Le forgeage est austénitisé (généralement 840-870°C pour 4140), puis rapidement trempé dans une solution d'huile, d'eau ou de polymère pour transformer l'austénite en martensite - une phase dure et cassante. La pièce trempée est ensuite revenue par réchauffage à 200-650°C ; plus la température de revenu est élevée, plus la ductilité est restaurée au détriment de la dureté et de la résistance à la traction.
Une pièce forgée 4140 trempée dans l'huile et revenue à 315°C permet d'obtenir environ 1 550 MPa en traction / 1 380 MPa en traction / 11 % d'allongement . Trempé à 595°C, le même matériau produit environ 980 MPa en traction / 830 MPa en traction / 20 % d'allongement . Le compromis entre résistance et ductilité doit être adapté aux exigences de fatigue, d'impact et de charge statique de l'application.
Refroidissement contrôlé (aciers microalliés forgés et refroidis)
Les aciers microalliés contenant du vanadium, du niobium ou du titane (nuances V-Nb-Ti) peuvent atteindre des propriétés mécaniques comparables à celles des aciers Q&T en contrôlant la vitesse de refroidissement directement après le forgeage, éliminant ainsi le cycle de four de trempe et de revenu séparé. Ce « refroidissement direct » ou « traitement thermomécanique contrôlé » réduit la consommation d'énergie et le temps de cycle de 30 à 40 % par rapport au Q&T conventionnel, et est désormais la norme pour les bielles et les fusées d'essieu automobiles dans les productions en grand volume.
Défauts courants de forgeage de l’acier et comment ils se produisent
Les défauts de forgeage se répartissent en deux grandes catégories : ceux qui proviennent du matériau entrant et ceux générés pendant le processus de forgeage lui-même. Connaître la cause profonde de chaque type de défaut est le seul moyen fiable de prévenir la récidive.
Tours et arrêts à froid
Un recouvrement se forme lorsque le métal plié est pressé contre la surface de la matrice sans soudure : les surfaces se touchent mais ne se lient pas car elles sont oxydées. A l'inspection, un recouvrement apparaît comme une fissure linéaire étroite, souvent à 45° à la surface . Les fermetures à froid sont similaires mais résultent de la rencontre de deux flux métalliques à une température insuffisante pour fusionner. Les deux défauts rendent une pièce forgée non conforme et la mettent généralement au rebut à moins qu'ils ne soient si peu profonds qu'ils peuvent être éliminés dans les limites de la surépaisseur d'usinage. Causes profondes : forme incorrecte de la préforme, température de forgeage insuffisante, restriction excessive des bavures empêchant l'écoulement du matériau.
Sous-remplissage et Die Missrun
Un sous-remplissage se produit lorsque la cavité de la matrice n'est pas complètement remplie, généralement au niveau de fines nervures, de poches profondes ou d'angles vifs. Cela est dû à un volume de billette insuffisant, à une billette décentrée, à une énergie de forgeage insuffisante ou à une billette froide qui a perdu de la température avant la course finale. Le sous-remblai dans les sections transversales critiques réduit la surface de charge et doit être rejeté.
Vides internes et tuyaux
La porosité de retrait et le tube (la cavité centrale d'un lingot brut de coulée) doivent être éliminés lors des étapes de forgeage. Si le taux de réduction du forgeage est insuffisant - généralement un minimum de Réduction de la superficie de 4:1 est spécifié pour les pièces forgées de qualité aérospatiale — la porosité résiduelle ou le tuyau peut persister dans la pièce finie. Tests par ultrasons (UT) à 5 MHz est la méthode standard pour détecter les vides internes dans les pièces forgées finies.
Anomalies de flux de grains
Le flux directionnel des grains (structure des fibres) développé lors du forgeage est l’un des principaux avantages par rapport aux pièces moulées ou usinées. Si le processus de forgeage est mal conçu, le flux de grains peut être coupé par l'usinage, perturbé par un flux de matière inapproprié ou orienté perpendiculairement à la direction principale de la charge. Cela réduit considérablement la durée de vie en fatigue — la résistance à la fatigue transversalement à la direction des fibres peut être 30 à 50 % de moins que dans le sens longitudinal. Les tests de macro-gravure sur les pièces forgées en coupe transversale révèlent la configuration de l'écoulement des grains et sont souvent requis sur les pièces d'inspection du premier article.
Surchauffe et brûlure
La surchauffe (au-dessus de la température de forgeage recommandée mais en dessous de la température de fusion) provoque une croissance exagérée des grains qui réduit les propriétés de ténacité et de fatigue. La pièce peut être récupérée avec un traitement de normalisation si aucune brûlure ne s'est produite. La combustion – fusion partielle des films intergranulaires des phases à bas point de fusion (sulfures, phosphures) – est irréversible. Une pièce forgée brûlée doit être mise au rebut quel que soit son aspect dimensionnel. C’est pourquoi le contrôle du pyromètre et l’étalonnage du four sont obligatoires dans les opérations de forge certifiées.
Normes d'inspection et de qualité pour les pièces en acier forgé
Les pièces forgées en acier destinées à des applications critiques sont soumises à un régime d'inspection complet couvrant la qualité dimensionnelle, de surface et interne. Les normes applicables varient selon l'industrie mais partagent des méthodes communes.
- Contrôle dimensionnel : MMT (machine à mesurer tridimensionnelle) ou calage manuel par rapport au plan de forge. L'inspection premier article (FAI) mesure généralement 100 % des dimensions critiques ; des échantillons d'inspection de production selon un plan AQL (par exemple, AQL 1.0 pour les caractéristiques critiques).
- Inspection par magnétoscopie (MPI) : Détecte les fissures superficielles et proches de la surface dans les aciers ferromagnétiques. Norme pour les pièces forgées dans les secteurs de l'automobile, du pétrole, du gaz et de l'aérospatiale selon ASTM E1444 / EN ISO 9934.
- Ressuage (LPT) : Utilisé pour les aciers non magnétiques (inox austénitique) ou lorsque le MPI n'est pas pratique. Détecte uniquement les défauts de rupture de surface.
- Tests par ultrasons (UT) : Détecte les vides internes, les inclusions et les fissures en profondeur. Les pièces forgées pour l'aérospatiale doivent généralement répondre AMS 2630 (Classe A ou B) Exigences de propreté par ultrasons.
- Essais mécaniques : Les éprouvettes de traction, de dureté, d'impact Charpy et de fatigue sont découpées à partir de prolongements d'essai intégrés ou d'éprouvettes forgées séparément. Les résultats doivent respecter les valeurs minimales selon les spécifications du matériau applicable (par exemple, AMS 6349 pour les pièces forgées en acier 4340).
- Examen de macrogravure et de microstructure : Les sections transversales sont gravées pour révéler l'écoulement des grains et vérifiées métallographiquement pour la taille des grains (selon ASTM E112), la profondeur de décarburation et l'absence de recouvrements, de coutures ou d'inclusions.
Pour les applications aérospatiales, les pièces forgées doivent en outre être traçables jusqu'à une chaleur de lingot spécifique grâce à la documentation du lot - toute la chaîne, depuis la fonte de l'acier brut jusqu'à la pièce finie, est documentée et conservée pendant toute la durée de vie de la cellule, souvent 30 ans .
Comment l'acier forgé se compare à l'acier moulé et usiné
Une question qui se pose dans presque toutes les révisions de conception : pourquoi payer le coût de l'outillage et la complexité du processus de forgeage alors que la coulée ou l'usinage à partir de barres peuvent produire la même forme externe ? La réponse réside dans la microstructure interne et les performances sous chargement cyclique et par impact.
| Propriété | Acier forgé | Acier moulé | Usiné à partir de barre |
|---|---|---|---|
| Structure des grains | Flux de fibre raffiné et directionnel | Dendrites grossières et aléatoires | Grain de barre laminée — coupé par usinage |
| Porosité | Essentiellement aucun | Vides de retrait possibles | Aucun (en barre forgée) |
| Résistance à la fatigue | Élevé (100 %) | 60 à 80 % du casting | 70 à 90 % de forgé (grain coupé) |
| Résistance aux chocs | Excellent | Inférieur (ségrégation des castes) | Bon (dépend de l'orientation) |
| Coût de l'outillage | Élevé (5 000 $ à 200 000 $) | Modéré (2 000 $ à 50 000 $) | Faible (pas d'outillage) |
| Utilisation du matériel | Bon (état proche du net) | Bon (état proche du net) | Mauvais (gaspillage important de copeaux) |
| Idéal pour | Pièces soumises à de fortes contraintes et à cycles élevés | Géométrie complexe, contrainte faible à moyenne | Faible volume, forme complexe |
L’avantage de l’acier forgé en termes de fatigue constitue le différenciateur le plus important sur le plan commercial. Dans des applications telles que les bielles automobiles, où 10⁸ cycles de charge Au cours de la durée de vie des composants, le flux de grains dirigé d'une pièce forgée n'est pas un avantage théorique - il s'agit d'une marge de performance mesurée et documentée que le moulage ne peut pas égaler à un poids et une taille de section équivalents.
Industries clés qui dépendent du forgeage de l’acier
La forge de l’acier ne se limite pas à un seul secteur. La combinaison d'une résistance élevée, d'une solidité interne fiable et d'une flexibilité de conception fait des composants en acier forgé le choix par défaut partout où la défaillance d'un composant aurait de graves conséquences en matière de sécurité ou économiques.
- Automobile : Vilebrequins, bielles, arbres à cames, fusées d'essieu, bras de commande, carters de joint homocinétique, moyeux de roues. Le marché mondial du forgeage de l’acier automobile était évalué à plus de 20 milliards de dollars ces dernières années, avec un seul véhicule de tourisme de taille moyenne contenant 40 à 60 kg de composants en acier forgé.
- Pétrole et gaz : Brides, vannes, tés, composants de tête de puits, colliers de forage et raccords pour arbres de Noël. Les pièces forgées pour service acide (environnements H₂S) doivent répondre aux limites de dureté NACE MR0175 / ISO 15156 pour éviter la fissuration sous contrainte de sulfure.
- Aérospatiale : Ferrures de fixation des ailes, composants du train d'atterrissage, cloisons et supports moteur. Le rapport achat-vol des pièces forgées pour l'aérospatiale - le poids de la billette brute divisé par le poids de la pièce finie - a stimulé les investissements dans le forgeage de forme presque nette afin de réduire les déchets de titane et d'alliage de nickel, mais les pièces forgées en acier restent essentielles pour les éléments structurels de la cellule.
- Production d'énergie : Rotors de turbine, arbres de générateurs, têtes de récipients sous pression et raccords de chaudières. Les rotors forgés à matrice ouverte pour les grandes turbines peuvent peser 200 tonnes et nécessitent des mois de forgeage progressif et de traitement thermique.
- Matériel de construction et d'exploitation minière : Ébauches d'engrenages, pignons, carters d'essieu, axes de godet et maillons de chenille. La résistance à l’usure et la résistance aux chocs priment sur la précision dimensionnelle dans ces applications.
- Défense : Canons d'armes à feu, corps de projectiles, connexions de plaques de blindage et composants de transmission de véhicules. Les pièces forgées aux spécifications militaires nécessitent une traçabilité certifiée des matériaux et des tests par des témoins par des inspecteurs gouvernementaux.
Considérations pratiques lors de l’approvisionnement en pièces forgées en acier
Si vous êtes un acheteur ou un ingénieur concepteur qui recherche des pièces en acier forgé plutôt que d'exploiter vous-même une forge, les facteurs suivants déterminent si un fournisseur peut répondre de manière fiable à vos exigences.
Capacité de la presse et capacité de poids de la forge
Chaque atelier de forgeage dispose d'un tonnage de presse ou d'une énergie de marteau maximum qui fixe une limite supérieure aux tailles de pièces et aux contraintes de flux de matériaux qu'il peut gérer. Confirmez la plus grande taille de presse du fournisseur par rapport à la charge de forgeage prévue pour votre pièce : un logiciel de simulation (Deform, QForm) peut estimer le tonnage requis dans les délais ±15% précision. Une forge fonctionnant en contrebas 60% de sa capacité nominale sur votre travail a une meilleure protection des matrices et plus de réserve d'énergie que celui fonctionnant à la limite.
Capacité de traitement thermique et de test en interne ou externalisée
De nombreuses petites forges sous-traitent le traitement thermique et les tests non destructifs. Ce n’est pas automatiquement un problème, mais cela ajoute du temps de livraison et un autre maillon de chaîne de qualité. Pour les applications critiques, vérifiez que le sous-traitant de traitement thermique est accrédité NADCAP (en aérospatiale) ou détient une qualification équivalente, et que l'END est réalisée par des techniciens certifiés de niveau II ou III selon ASNT SNT-TC-1A ou EN ISO 9712.
Réalités des délais
La conception et la fabrication d'une nouvelle matrice prennent généralement 6 à 16 semaines en fonction de la complexité des matrices, de la capacité de la salle de matrices de la forge et de l'utilisation ou non d'essais basés sur la simulation. La production et l'inspection du premier article en ajoutent une autre 4 à 8 semaines pour les pièces forgées certifiées. Budgétiser moins de 20 semaines au total depuis la publication du dessin jusqu'aux premières pièces conformes est optimiste pour un nouveau programme de forgeage d'acier à matrice fermée. Les commandes à partir de matrices existantes peuvent être livrées en aussi peu que 4 à 8 semaines en fonction de la planification du four et des files d'attente de traitement post-forge.
Quantités minimales de commande et amortissement des outillages
Outillage à matrice fermée pour les coûts typiques d'un composant automobile 20 000 $ à 80 000 $ . À faibles volumes, ce coût domine le prix unitaire. Une analyse courante du seuil de rentabilité : si l'outillage coûte 40 000 $ et que la quantité exécutée est de 500 pièces, l'outillage ajoute 80 $ par pièce, ce qui est souvent acceptable. À 5 000 pièces, cela ajoute 8 $ par pièce. Avec 50 000 pièces par an (comme dans la production automobile en série), le coût de l'outillage n'a pratiquement aucun rapport avec le coût de traitement par pièce. Discutez de la propriété de l'outillage et de la garantie à vie (généralement 50 000 à 200 000 pièces pour les matrices H13 en forgeage d'acier) avant de s'engager dans un accord d'approvisionnement à long terme.